| 1 |
范壮志, 史延强, 孙斌, 等. 己内酰胺生产技术进展[J]. 现代化工, 2023, 43(7): 84-88.
|
|
FAN Zhuangzhi, SHI Yanqiang, SUN Bin, et al. Progress in caprolactam production technology[J]. Modern Chemical Industry, 2023, 43(7): 84-88.
|
| 2 |
崔小明. 我国环己醇合成环己酮技术进展[J]. 精细与专用化学品, 2019, 27(1): 12-14.
|
|
CUI Xiaoming. Synthesis research progress on cyclohexanone by cyclohexanol in China[J]. Fine and Specialty Chemicals, 2019, 27(1): 12-14.
|
| 3 |
贾增敏, 章亚东. 环己醇合成环己酮的工艺研究[J]. 河南化工, 2013, 30(9): 33-35.
|
|
JIA Zengmin, ZHANG Yadong. Study on synthesis techonology of cyclohexanoe from cyclohexanol[J]. Henan Chemical Industry, 2013, 30(9): 33-35.
|
| 4 |
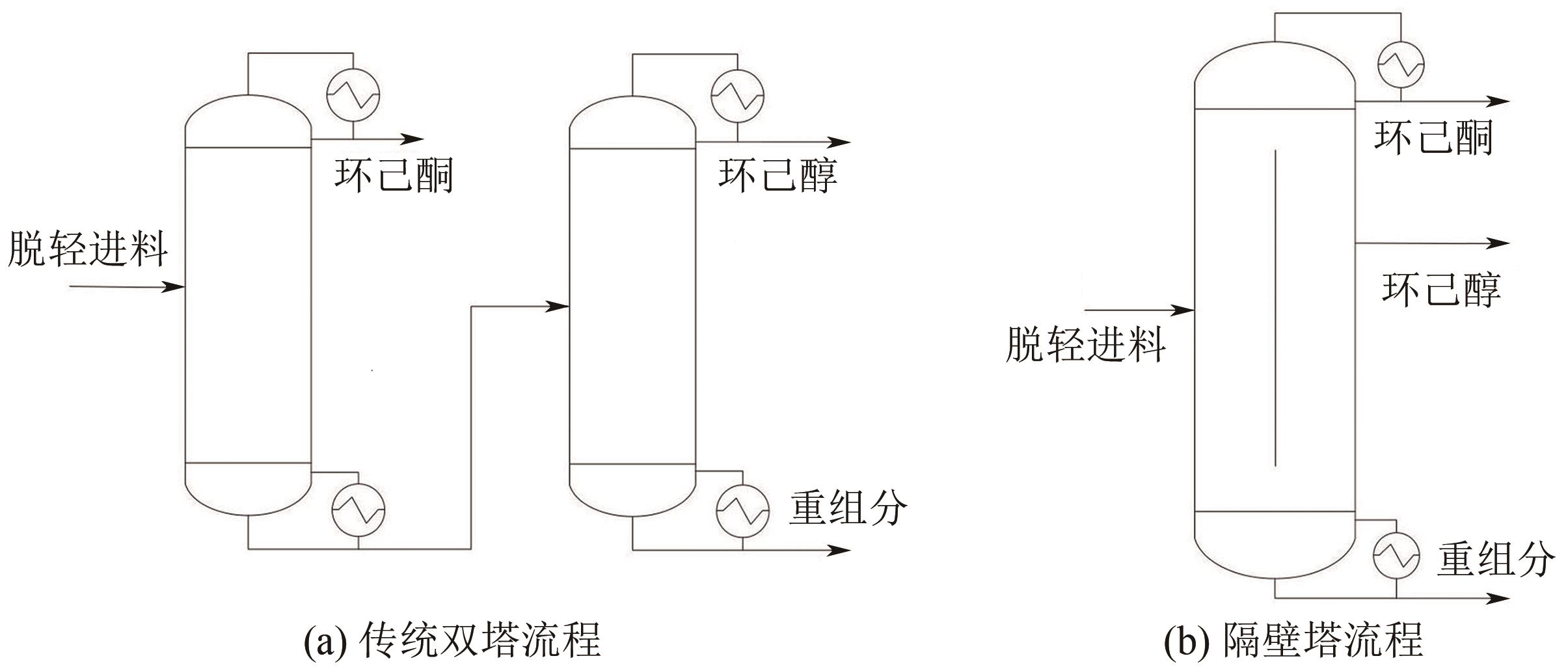
余超. 隔壁塔在环己酮装置醇酮精馏中的模拟与优化[J]. 化工与医药工程, 2021, 42(4): 10-15.
|
|
YU Chao. Simulation and optimization of dividing wall column in alcohol-ketone distillation in cyclohexanone unit[J]. Chemical and Pharmaceutical Engineering, 2021, 42(4): 10-15.
|
| 5 |
孙培宾. 环己酮生产装置中环己醇精馏塔技术改造研究[J]. 中国石油和化工标准与质量, 2023, 43(7): 140-142.
|
|
SUN Peibin. Study on technical transformation of cyclohexanol distillation column in cyclohexanone production plant[J]. China Petroleum and Chemical Standard and Quality, 2023, 43(7): 140-142.
|
| 6 |
李岩, 刘新伟, 李广忠, 等. 环己酮蒸馏工艺的优化[J]. 化工进展, 2017, 36(S1): 548-552.
|
|
LI Yan, LIU Xinwei, LI Guangzhong, et al. Optimization of cyclohexanone distillation process[J]. Chemical Industry and Engineering Progress, 2017, 36(S1): 548-552.
|
| 7 |
ZHAO Yongye, XIAO Hongyan, TUNG Chen-Ho, et al. Adsorptive separation of cyclohexanol and cyclohexanone by nonporous adaptive crystals of RhombicArene[J]. Chemical Science, 2021, 12(47): 15528-15532.
|
| 8 |
WANG Hongdan, CUI Chengtian, Hao LYU, et al. Design and economic evaluation of energy-saving industrial distillation processes for separating close-boiling cyclohexanone-cyclohexanol mixture[J]. Separation and Purification Technology, 2019, 211: 279-289.
|
| 9 |
孙兰义, 李军, 李青松. 隔壁塔技术进展[J]. 现代化工, 2008, 28(9): 38-41.
|
|
SUN Lanyi, LI Jun, LI Qingsong. Progress in technology of dividing wall column[J]. Modern Chemical Industry, 2008, 28(9): 38-41.
|
| 10 |
钱新华, 孙晓静, 王克峰, 等. 基于模拟分析技术和随机搜索算法的化工过程能量集成方法研究[J]. 高校化学工程学报, 2007, 21(2): 322-327.
|
|
QIAN Xinhua, SUN Xiaojing, WANG Kefeng, et al. Energy integration based on simulation analysis and stochastic search[J]. Journal of Chemical Engineering of Chinese Universities, 2007, 21(2): 322-327.
|
| 11 |
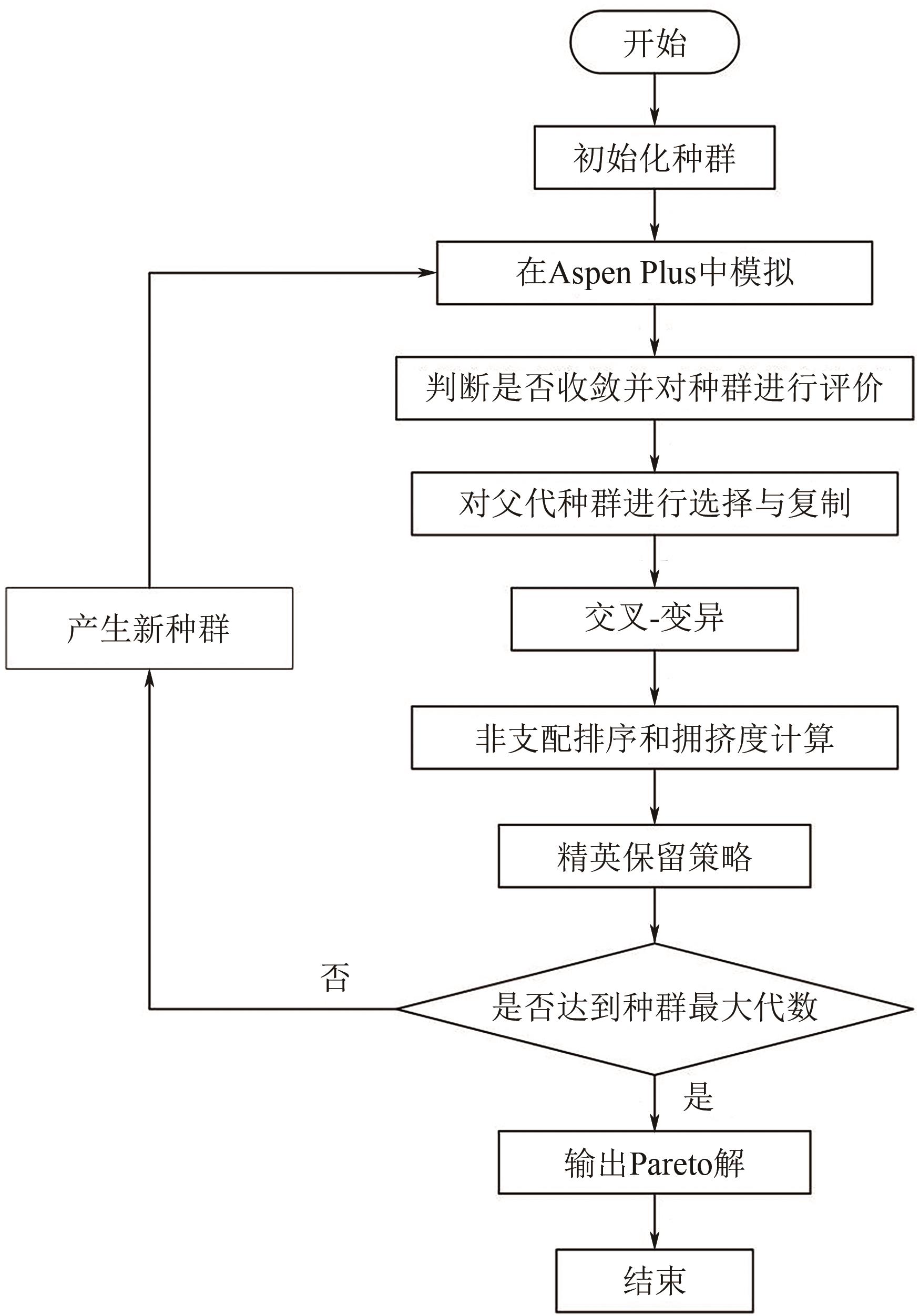
李军, 王纯正, 马占华, 等. 基于Aspen Plus和NSGA-Ⅱ的隔壁塔多目标优化研究[J]. 高校化学工程学报, 2015, 29(2): 400-406.
|
|
LI Jun, WANG Chunzheng, MA Zhanhua, et al. Multi-objective optimization of dividing wall columns with aspen plus and NSGA-Ⅱ[J]. Journal of Chemical Engineering of Chinese Universities, 2015, 29(2): 400-406.
|
| 12 |
GADALLA Mamdouh A, OLUJIC Zarko, JANSENS Peter J, et al. Reducing CO2 emissions and energy consumption of heat-integrated distillation systems[J]. Environmental Science & Technology, 2005, 39(17): 6860-6870.
|
| 13 |
CAO Nhien Le, VAN DUC LONG Nguyen, KIM Sangyong, et al. Novel reaction-hybrid-extraction-distillation process for furfuryl alcohol production from raw bio-furfural[J]. Biochemical Engineering Journal, 2019, 148: 143-151.
|
| 14 |
钟旺. 石化工业中的典型隔壁塔模拟研究[D]. 青岛: 中国石油大学(华东), 2017.
|
|
ZHONG Wang. The study on dividing wall column in petrochemical industry[D]. Qingdao: China University of Petroleum (East China), 2017.
|
 ), 张家凯1, 徐子涵1, 孙兰义1, 张其克2
), 张家凯1, 徐子涵1, 孙兰义1, 张其克2