| 1 |
XU Guangwen, BAI Dingrong, XU Chunming, et al. Challenges and opportunities for engineering thermochemistry in carbon-neutralization technologies[J]. National Science Review, 2022, 10(9): nwac217.
|
| 2 |
GUO Zhancheng, WANG Shiwei, BAI Dingrong. Engineering thermochemistry: The science critical for the paradigm shift toward carbon neutrality[J]. Resources Chemicals and Materials, 2023, 2(4): 331-334.
|
| 3 |
唐颖,吴晓丹,孙景耀, 等. 黏结性富油煤热解油气析出规律及物性演变特征[J], 洁净煤技术, 2024, 30(1): 58-65.
|
|
TANG Ying, WU Xiaodan, SUN Jingyao, et al. Tar and gas production rules and physical property evolution characteristics during the pyrolysis of cohesive tar-rich coal[J]. Clean Coal Technology, 2024, 30(1): 58-65.
|
| 4 |
刘振宇. 煤化学的前沿与挑战: 结构与反应[J]. 中国科学: 化学, 2014, 44(9): 1431-1439.
|
|
LIU Zhenyu. Advancement in coal chemistry: Structure and reactivity[J]. Scientia Sinica Chimica, 2014, 44(9): 1431-1439.
|
| 5 |
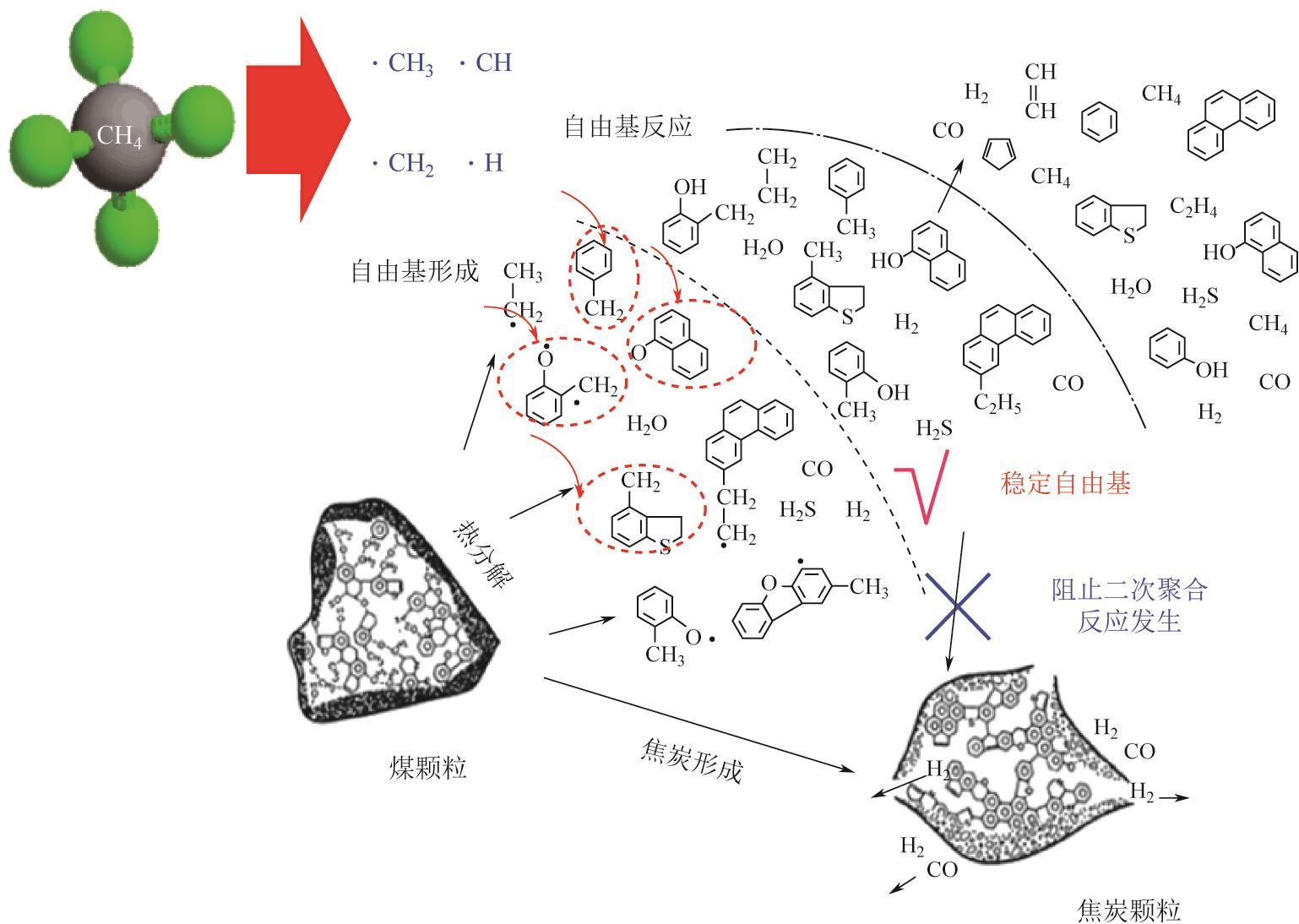
靳立军, 李扬, 胡浩权. 甲烷活化与煤热解耦合过程提高焦油产率研究进展[J]. 化工学报, 2017, 68(10): 3669-3677.
|
|
JIN Lijun, LI Yang, HU Haoquan. Research progress of integrated methane activation with coal pyrolysis for improving coal tar yield[J]. CIESC Journal, 2017, 68(10): 3669-3677.
|
| 6 |
刘全润. 煤的热解转化和脱硫研究[D]. 大连: 大连理工大学, 2006.
|
|
LIU Quanrun. Coal conversion and desulfurization during pyrolysis[D]. Dalian: Dalian University of Technology, 2006
|
| 7 |
DONG Chan, JIN Lijun, LI Yang, et al. Integrated process of coal pyrolysis with steam reforming of methane for improving the tar yield[J]. Energy & Fuels, 2014, 28(12): 7377-7384.
|
| 8 |
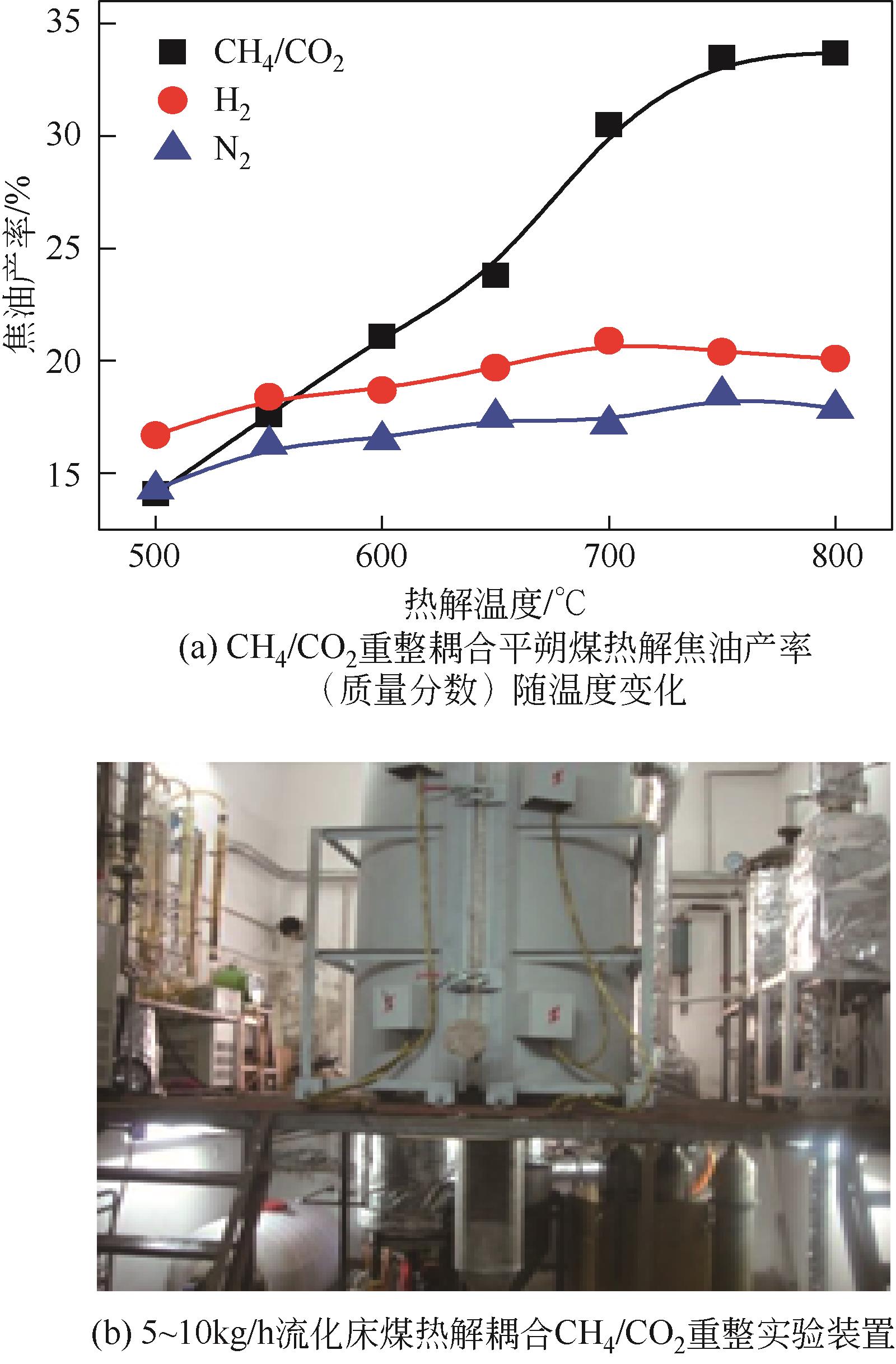
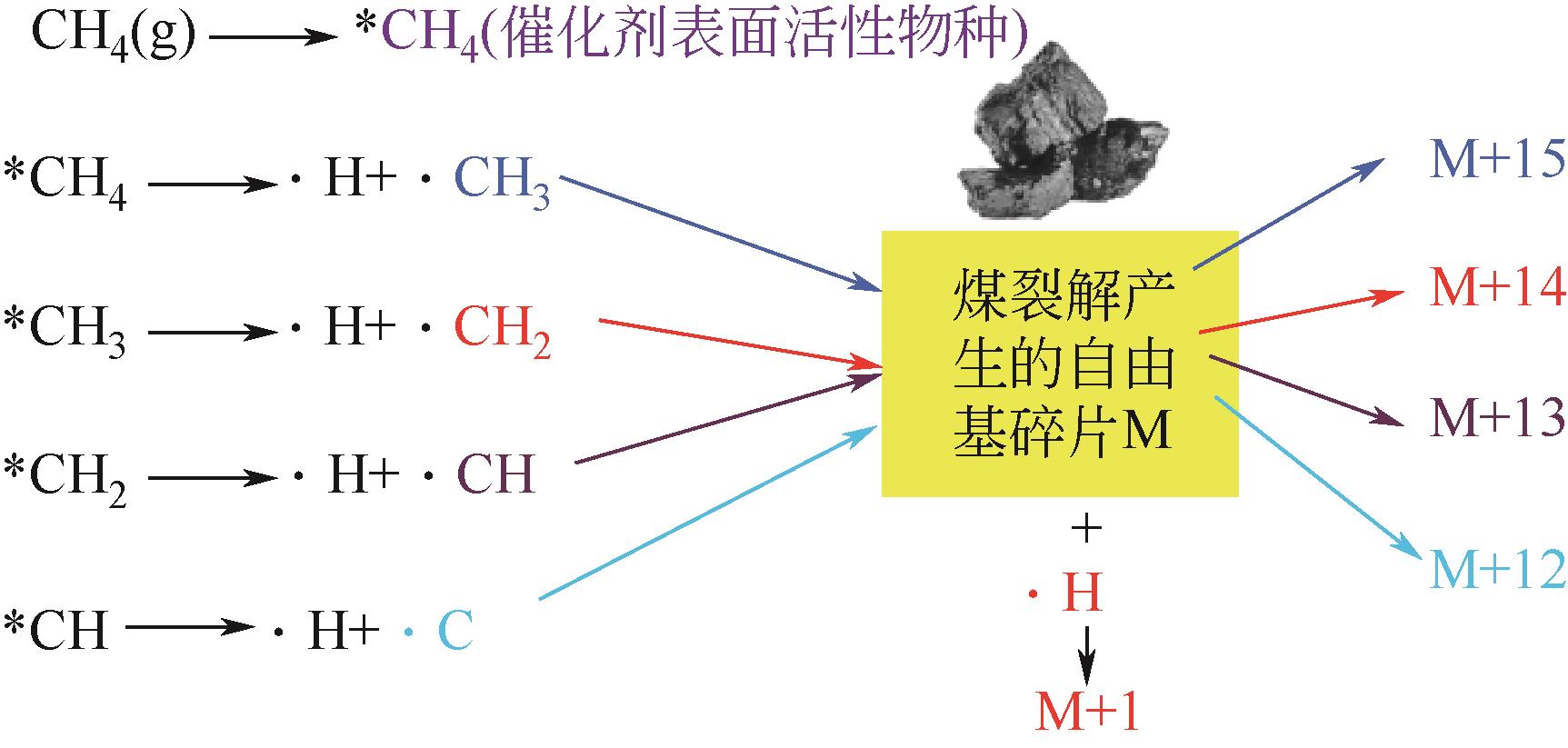
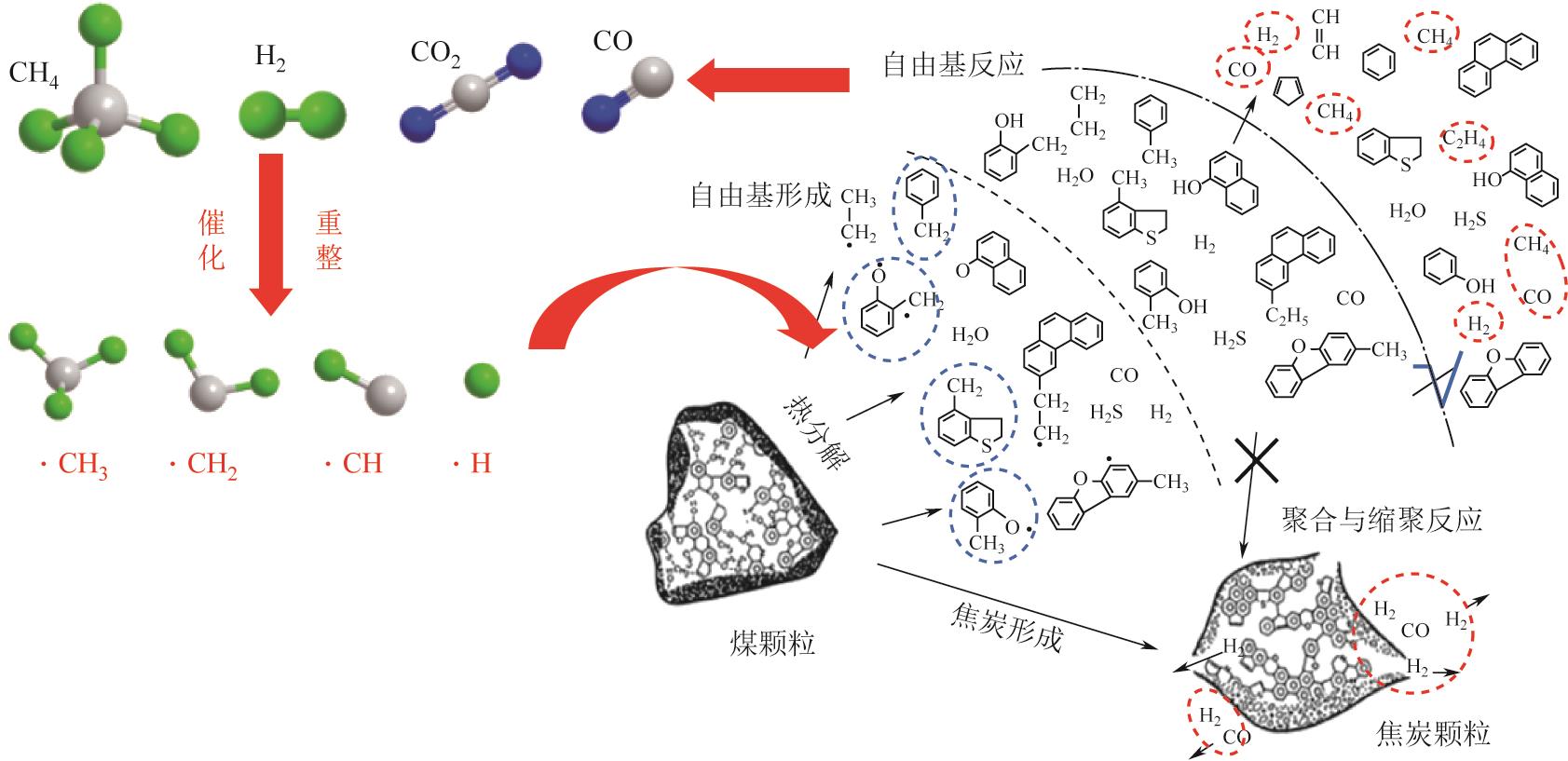
WANG Pengfei, JIN Lijun, LIU Jiahe, et al. Isotope analysis for understanding the tar formation in the integrated process of coal pyrolysis with CO2 reforming of methane[J]. Energy & Fuels, 2010, 24(8): 4402-4407.
|
| 9 |
刘佳禾. 煤热解与甲烷二氧化碳重整耦合制油过程研究[D]. 大连: 大连理工大学, 2012.
|
|
LIU Jiahe. Integrated process of coal pyrolysis with CO2 reforming of methane for tar production[D]. Dalian: Dalian University of Technology, 2012.
|
| 10 |
YANG Zixu, KUMAR Ajay, APBLETT Allen. Integration of biomass catalytic pyrolysis and methane aromatization over Mo/HZSM-5 catalysts[J]. Journal of Analytical and Applied Pyrolysis, 2016, 120: 484-492.
|
| 11 |
Jiannan LYU, WANG Dechao, WEI Baoyong, et al. Integrated process of coal pyrolysis with dry reforming of low carbon alkane over Ni/La2O3-ZrO2 with different La/Zr ratio[J]. Fuel, 2021, 292: 120412.
|
| 12 |
ZHAO Haibin, JIN Lijun, WANG Mingyi, et al. Integrated process of coal pyrolysis with catalytic reforming of simulated coal gas for improving tar yield[J]. Fuel, 2019, 255: 115797.
|
| 13 |
LI Ting, LI Yong, CHENG Yanan, et al. Effect of hydrogen-rich gas from char gasification on rapid pyrolysis products of low rank coal in a downer pyrolyzer[J]. RSC Advances, 2021, 11(61): 38537-38546.
|
| 14 |
LI Chao, LUO Zhongyang, FANG Mengxiang, et al. Integrated process of coal fast pyrolysis in a fluidized bed reactor with reforming reaction of simulated fuel gas to promote light tar evolution[J]. Frontiers in Energy Research, 2021, 9: 717470.
|
| 15 |
ZHU Jialong, ZHAO Shun, WEI Baoyong, et al. Enhanced co-pyrolysis synergies between cedar and Naomaohu coal volatiles for tar production[J]. Journal of Analytical and Applied Pyrolysis, 2021, 160: 105355.
|
| 16 |
WU Yunfei, ZHU Jialong, YANG Juan, et al. Insight into co-pyrolysis interaction of Pingshuo coal and low-density polyethylene under varied mixing configurations via in-situ Py-TOF-MS[J]. Journal of Analytical and Applied Pyrolysis, 2022, 168: 105698.
|
 ), LIU Zhengzheng, LI Yang, YANG He, HU Haoquan(
), LIU Zhengzheng, LI Yang, YANG He, HU Haoquan(