Chemical Industry and Engineering Progress ›› 2024, Vol. 43 ›› Issue (11): 6077-6082.DOI: 10.16085/j.issn.1000-6613.2023-1913
• Chemical processes and equipment • Previous Articles
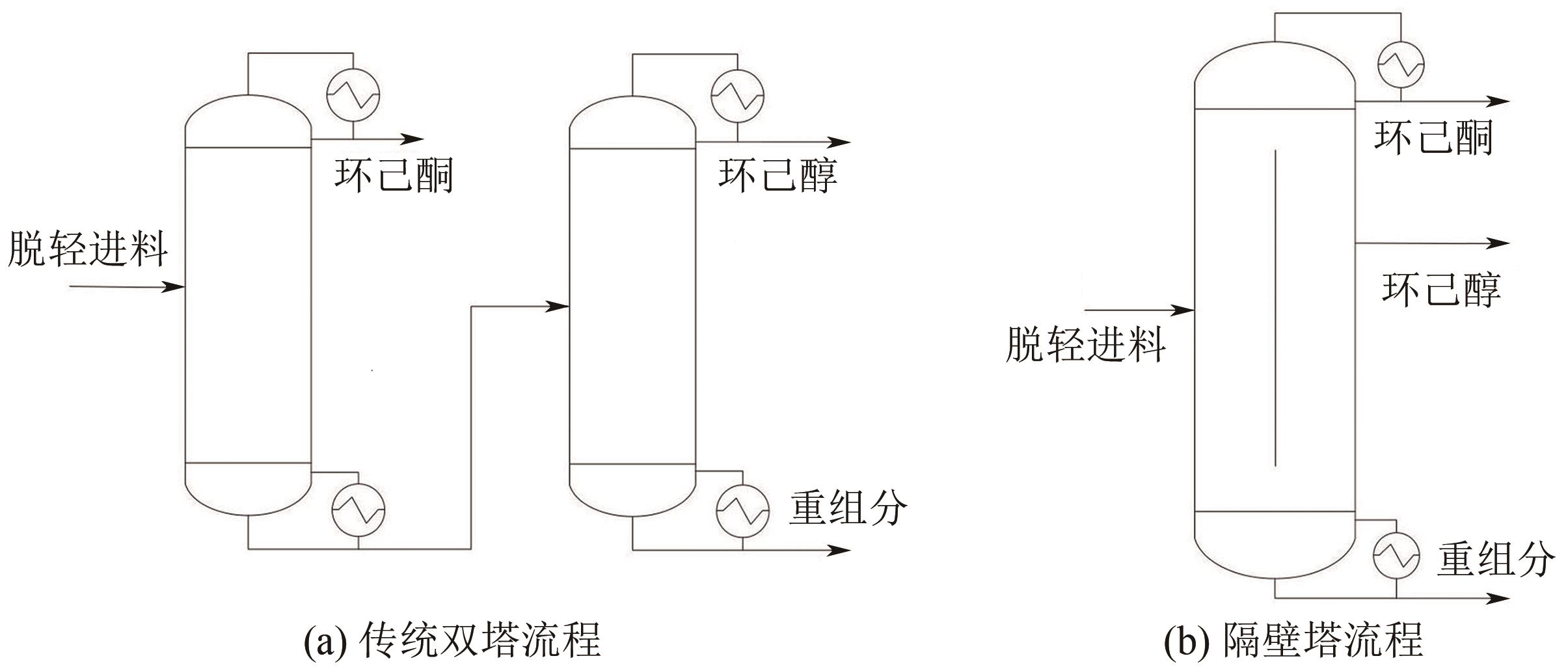
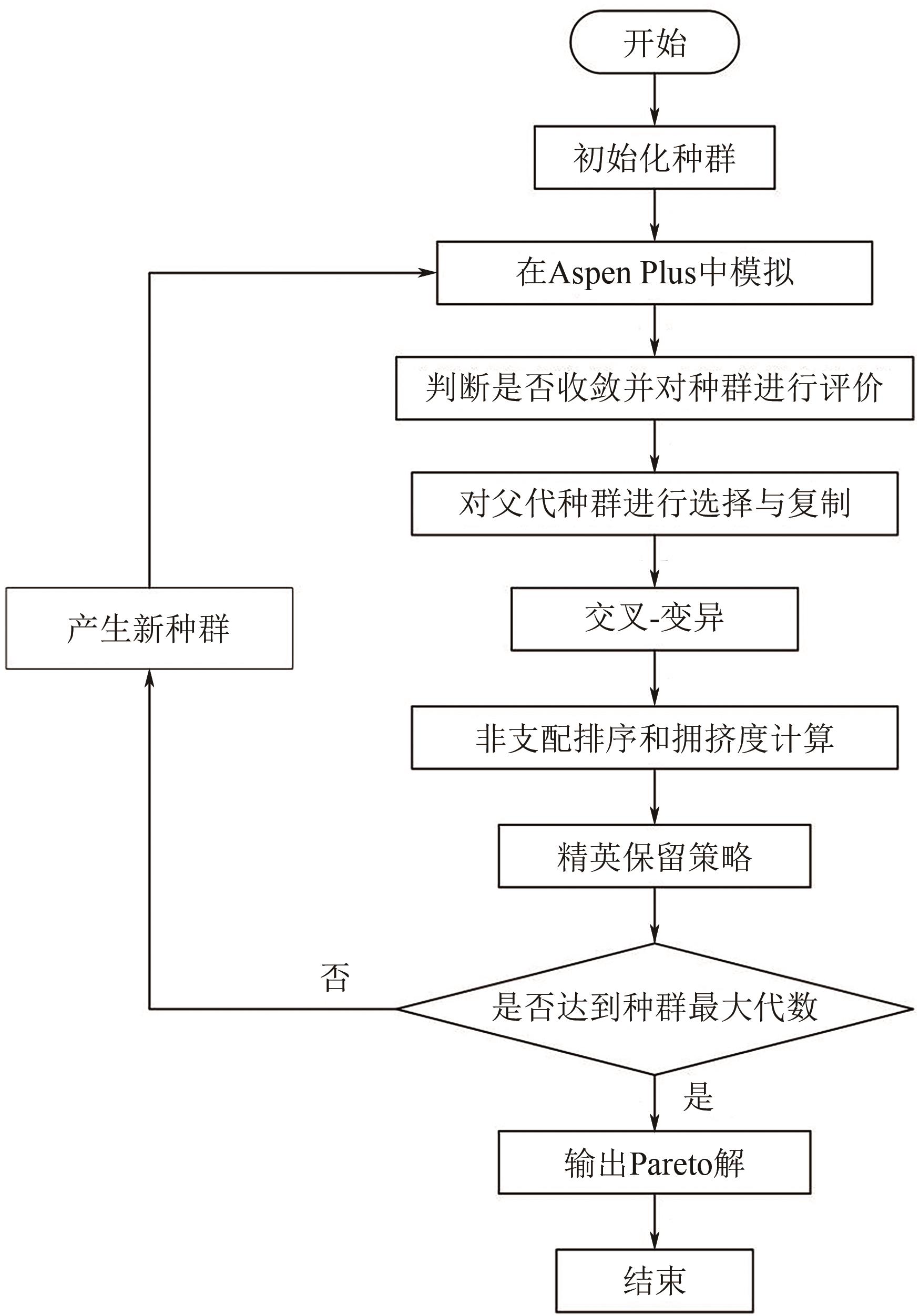
Multi-objective optimization of dividing wall column for the separation of cyclohexanone-cyclohexanol system using NSGA-Ⅱ
BO Shoushi1( ), ZHANG Jiakai1, XU Zihan1, SUN Lanyi1, ZHANG Qike2
), ZHANG Jiakai1, XU Zihan1, SUN Lanyi1, ZHANG Qike2
- 1.College of Chemistry and Chemical Engineering, China University of Petroleum (East China), Qingdao 266580, Shandong, China
2.Shandong Zhengnuo Chemical Equipment Co. , Ltd. , Zibo 255080, Shandong, China
-
Received:2023-10-31Revised:2024-01-17Online:2024-12-07Published:2024-11-15 -
Contact:BO Shoushi
利用NSGA-Ⅱ对分离环己酮环己醇体系隔壁塔的多目标优化
薄守石1(), 张家凯1, 徐子涵1, 孙兰义1, 张其克2
- 1.中国石油大学(华东)化学化工学院,山东 青岛 266580
2.山东正诺化工设备有限公司,山东 淄博 255080
-
通讯作者:薄守石 -
作者简介:薄守石(1980—),男,博士,研究方向为过程强化技术。E-mail:shoushibo@upc.edu.cn。
CLC Number:
Cite this article
BO Shoushi, ZHANG Jiakai, XU Zihan, SUN Lanyi, ZHANG Qike. Multi-objective optimization of dividing wall column for the separation of cyclohexanone-cyclohexanol system using NSGA-Ⅱ[J]. Chemical Industry and Engineering Progress, 2024, 43(11): 6077-6082.
薄守石, 张家凯, 徐子涵, 孙兰义, 张其克. 利用NSGA-Ⅱ对分离环己酮环己醇体系隔壁塔的多目标优化[J]. 化工进展, 2024, 43(11): 6077-6082.
share this article
Add to citation manager EndNote|Ris|BibTeX
URL: https://hgjz.cip.com.cn/EN/10.16085/j.issn.1000-6613.2023-1913
| i | j | bij | bji |
|---|---|---|---|
| CHOL | CHON | -318.39 | 203.10 |
| CHOL | DIETH-01 | -45.25 | 33.70 |
| CHOL | 2-CYC-01 | 109.51 | -129.63 |
| CHON | DIETH-01 | -39.09 | -252.32 |
| CHON | 2-CYC-01 | -158.18 | -180.31 |
| DIETH-01 | 2-CYC-01 | -107.25 | 6.07 |
| i | j | bij | bji |
|---|---|---|---|
| CHOL | CHON | -318.39 | 203.10 |
| CHOL | DIETH-01 | -45.25 | 33.70 |
| CHOL | 2-CYC-01 | 109.51 | -129.63 |
| CHON | DIETH-01 | -39.09 | -252.32 |
| CHON | 2-CYC-01 | -158.18 | -180.31 |
| DIETH-01 | 2-CYC-01 | -107.25 | 6.07 |
| 变量名称 | 类型 | 变量范围 |
|---|---|---|
| 主塔理论板数 | 整数 | [55,75] |
| 副塔理论板数 | 整数 | [20,35] |
| 进料位置 | 整数 | [ |
| 侧线采出位置 | 整数 | [25,40] |
| 液相开始分配位置 | 整数 | [ |
| 回流比 | 实数 | [ |
| 主塔去副塔液相量/kmol·h-1 | 实数 | [20,45] |
| 主塔去副塔气相量/kmol·h-1 | 实数 | [110,150] |
| 塔顶馏出物流量/kmol·h-1 | 实数 | [120,150] |
| 侧线采出量/kmol·h-1 | 实数 | [140,160] |
| 变量名称 | 类型 | 变量范围 |
|---|---|---|
| 主塔理论板数 | 整数 | [55,75] |
| 副塔理论板数 | 整数 | [20,35] |
| 进料位置 | 整数 | [ |
| 侧线采出位置 | 整数 | [25,40] |
| 液相开始分配位置 | 整数 | [ |
| 回流比 | 实数 | [ |
| 主塔去副塔液相量/kmol·h-1 | 实数 | [20,45] |
| 主塔去副塔气相量/kmol·h-1 | 实数 | [110,150] |
| 塔顶馏出物流量/kmol·h-1 | 实数 | [120,150] |
| 侧线采出量/kmol·h-1 | 实数 | [140,160] |
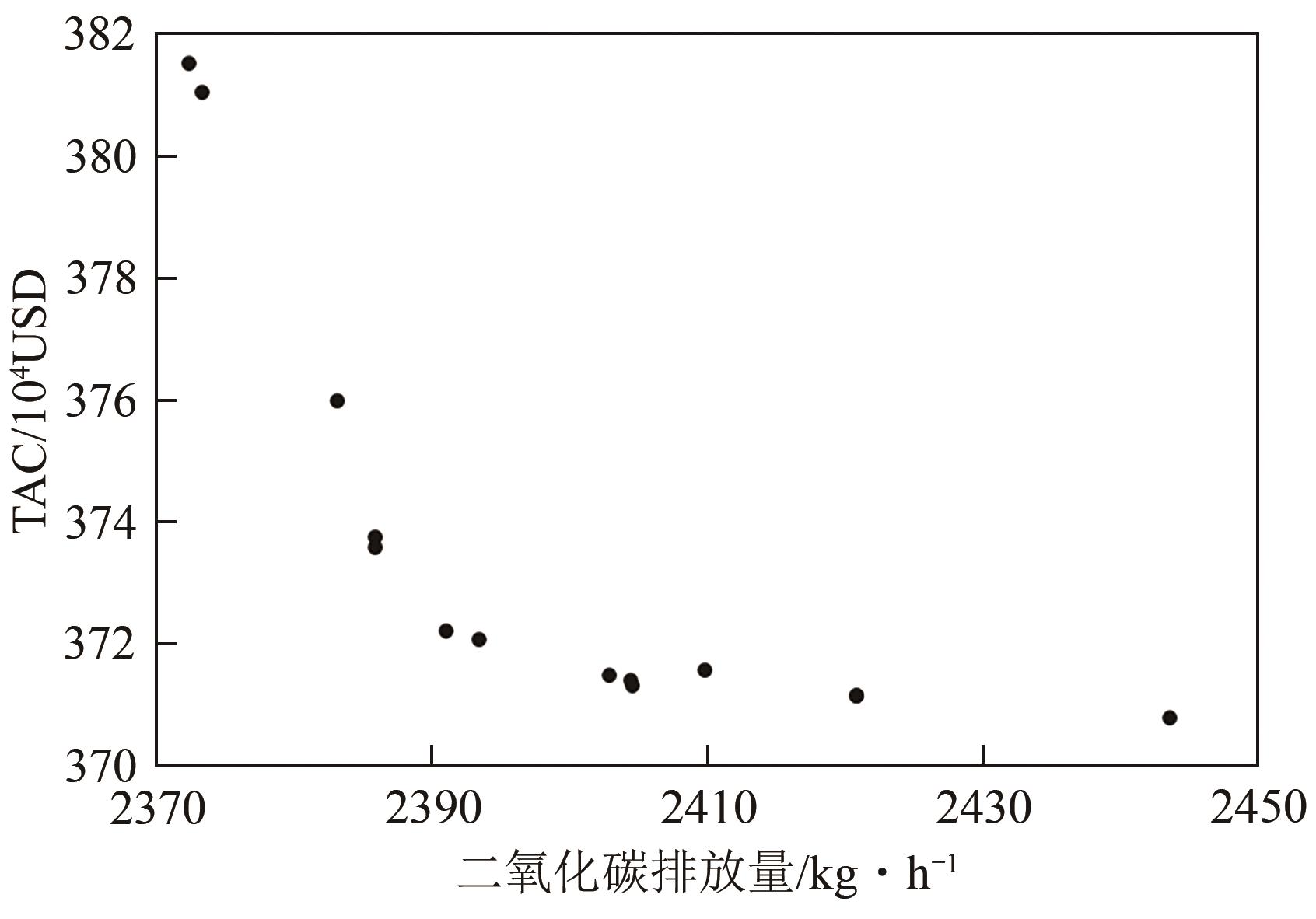
| 序号 | Ni | Nj | NF | NS | NL | RR | βl/kmol∙h-1 | βg/kmol∙h-1 | D/kmol∙h-1 | S/kmol∙h-1 | ECO2/kg∙h-1 | TAC/104USD |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 61 | 29 | 9 | 28 | 15 | 3.95 | 28.42 | 132.92 | 138.52 | 157.46 | 2420.82 | 371.12 |
| 2 | 62 | 29 | 10 | 30 | 15 | 3.93 | 33.19 | 129.97 | 138.35 | 157.76 | 2404.44 | 371.38 |
| 3 | 62 | 29 | 19 | 28 | 15 | 3.93 | 35.39 | 129.68 | 138.41 | 155.85 | 2404.60 | 371.28 |
| 4 | 60 | 29 | 11 | 26 | 15 | 4.00 | 38.11 | 127.85 | 138.32 | 156.13 | 2443.57 | 370.77 |
| 5 | 62 | 29 | 10 | 29 | 15 | 3.92 | 38.98 | 132.80 | 138.60 | 155.69 | 2402.99 | 371.45 |
| 6 | 62 | 29 | 12 | 31 | 15 | 3.92 | 37.19 | 127.11 | 138.77 | 155.51 | 2409.85 | 371.54 |
| 7 | 63 | 29 | 13 | 25 | 15 | 3.88 | 33.65 | 131.15 | 139.16 | 154.59 | 2391.09 | 372.17 |
| 8 | 64 | 29 | 10 | 32 | 16 | 3.90 | 24.52 | 129.23 | 138.45 | 158.30 | 2386.01 | 373.73 |
| 9 | 63 | 29 | 16 | 32 | 16 | 3.90 | 33.47 | 127.43 | 138.62 | 155.89 | 2393.47 | 372.05 |
| 10 | 61 | 29 | 9 | 28 | 15 | 3.95 | 28.42 | 132.92 | 138.52 | 157.46 | 2420.82 | 371.12 |
| 11 | 65 | 29 | 13 | 36 | 15 | 3.88 | 32.86 | 132.97 | 138.75 | 157.79 | 2383.18 | 375.97 |
| 12 | 64 | 29 | 10 | 32 | 15 | 3.90 | 24.52 | 129.23 | 138.42 | 156.85 | 2385.98 | 373.56 |
| 13 | 68 | 29 | 14 | 27 | 16 | 3.88 | 34.15 | 135.36 | 138.34 | 155.87 | 2372.44 | 381.53 |
| 14 | 68 | 29 | 14 | 31 | 16 | 3.87 | 28.27 | 130.00 | 138.53 | 157.18 | 2373.44 | 381.04 |
| 15 | 67 | 29 | 16 | 29 | 16 | 3.87 | 37.93 | 129.25 | 138.58 | 156.57 | 2373.67 | 378.93 |
| 序号 | Ni | Nj | NF | NS | NL | RR | βl/kmol∙h-1 | βg/kmol∙h-1 | D/kmol∙h-1 | S/kmol∙h-1 | ECO2/kg∙h-1 | TAC/104USD |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 61 | 29 | 9 | 28 | 15 | 3.95 | 28.42 | 132.92 | 138.52 | 157.46 | 2420.82 | 371.12 |
| 2 | 62 | 29 | 10 | 30 | 15 | 3.93 | 33.19 | 129.97 | 138.35 | 157.76 | 2404.44 | 371.38 |
| 3 | 62 | 29 | 19 | 28 | 15 | 3.93 | 35.39 | 129.68 | 138.41 | 155.85 | 2404.60 | 371.28 |
| 4 | 60 | 29 | 11 | 26 | 15 | 4.00 | 38.11 | 127.85 | 138.32 | 156.13 | 2443.57 | 370.77 |
| 5 | 62 | 29 | 10 | 29 | 15 | 3.92 | 38.98 | 132.80 | 138.60 | 155.69 | 2402.99 | 371.45 |
| 6 | 62 | 29 | 12 | 31 | 15 | 3.92 | 37.19 | 127.11 | 138.77 | 155.51 | 2409.85 | 371.54 |
| 7 | 63 | 29 | 13 | 25 | 15 | 3.88 | 33.65 | 131.15 | 139.16 | 154.59 | 2391.09 | 372.17 |
| 8 | 64 | 29 | 10 | 32 | 16 | 3.90 | 24.52 | 129.23 | 138.45 | 158.30 | 2386.01 | 373.73 |
| 9 | 63 | 29 | 16 | 32 | 16 | 3.90 | 33.47 | 127.43 | 138.62 | 155.89 | 2393.47 | 372.05 |
| 10 | 61 | 29 | 9 | 28 | 15 | 3.95 | 28.42 | 132.92 | 138.52 | 157.46 | 2420.82 | 371.12 |
| 11 | 65 | 29 | 13 | 36 | 15 | 3.88 | 32.86 | 132.97 | 138.75 | 157.79 | 2383.18 | 375.97 |
| 12 | 64 | 29 | 10 | 32 | 15 | 3.90 | 24.52 | 129.23 | 138.42 | 156.85 | 2385.98 | 373.56 |
| 13 | 68 | 29 | 14 | 27 | 16 | 3.88 | 34.15 | 135.36 | 138.34 | 155.87 | 2372.44 | 381.53 |
| 14 | 68 | 29 | 14 | 31 | 16 | 3.87 | 28.27 | 130.00 | 138.53 | 157.18 | 2373.44 | 381.04 |
| 15 | 67 | 29 | 16 | 29 | 16 | 3.87 | 37.93 | 129.25 | 138.58 | 156.57 | 2373.67 | 378.93 |


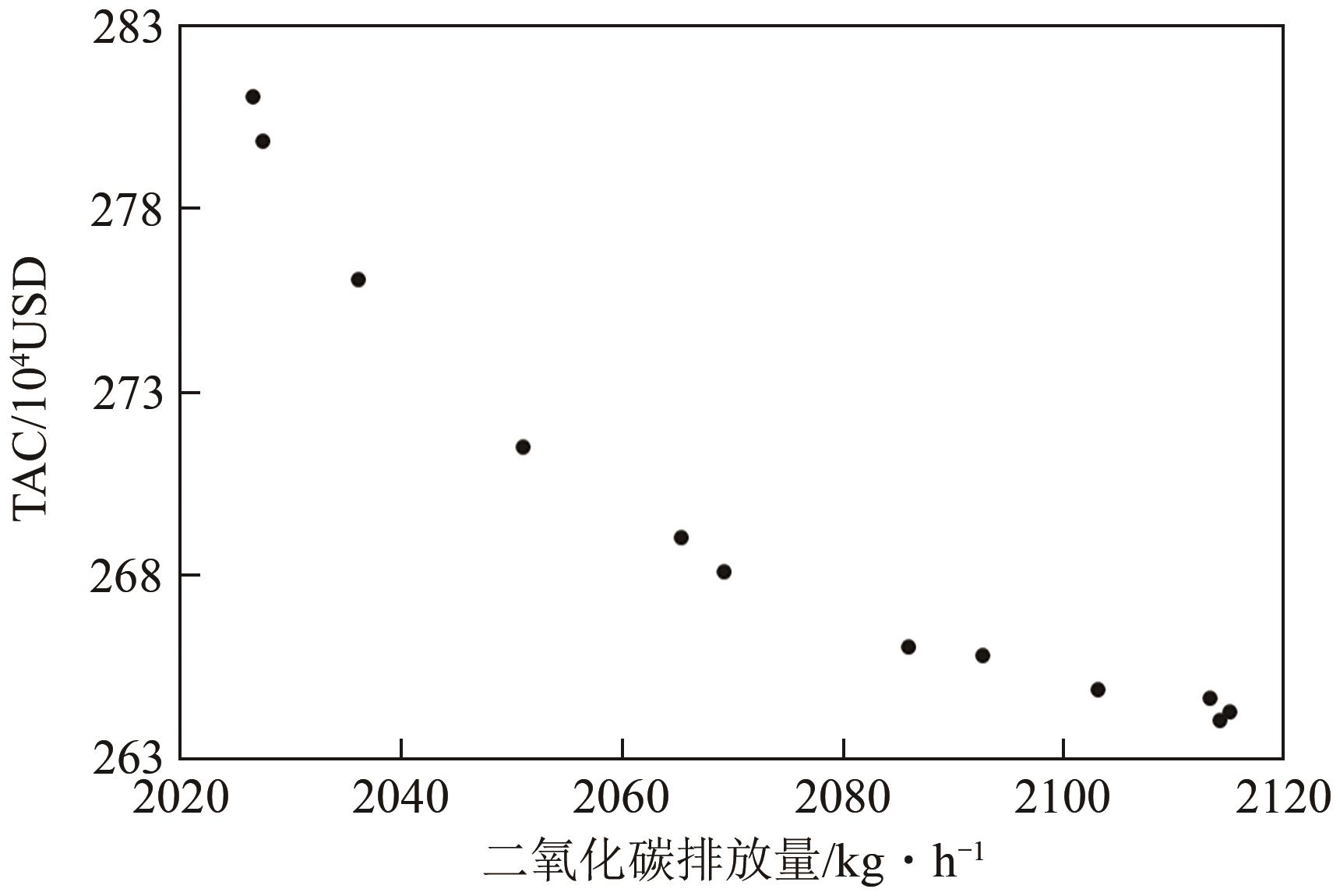
| 序号 | Ni | Nj | NF | NS | NL | RR | βl/kmol∙h-1 | βg/kmol∙h-1 | D/kmol∙h-1 | S/kmol∙h-1 | ECO2/ kg∙h-1 | TAC/104USD |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 63 | 29 | 13 | 31 | 16 | 3.42 | 35.60 | 121.99 | 138.20 | 157.16 | 2069.32 | 268.13 |
| 2 | 66 | 29 | 18 | 32 | 16 | 3.42 | 38.88 | 121.82 | 138.21 | 157.22 | 2065.34 | 269.06 |
| 3 | 67 | 29 | 13 | 31 | 16 | 3.42 | 37.68 | 119.55 | 138.24 | 157.00 | 2026.56 | 281.03 |
| 4 | 63 | 29 | 13 | 30 | 16 | 3.42 | 35.89 | 123.07 | 138.18 | 157.14 | 2027.43 | 279.83 |
| 5 | 64 | 29 | 15 | 29 | 16 | 3.43 | 40.04 | 126.15 | 138.25 | 156.82 | 2092.7 | 265.86 |
| 6 | 63 | 29 | 12 | 27 | 16 | 3.43 | 38.02 | 126.27 | 138.22 | 155.91 | 2103.15 | 264.91 |
| 7 | 63 | 29 | 13 | 29 | 16 | 3.44 | 33.99 | 125.64 | 138.17 | 157.14 | 2113.34 | 264.66 |
| 8 | 63 | 29 | 16 | 25 | 16 | 3.44 | 36.67 | 122.04 | 138.21 | 155.57 | 2114.30 | 264.10 |
| 9 | 63 | 29 | 12 | 29 | 16 | 3.43 | 31.53 | 123.22 | 138.34 | 156.06 | 2115.22 | 264.29 |
| 10 | 64 | 29 | 14 | 27 | 16 | 3.41 | 36.91 | 118.09 | 138.28 | 156.71 | 2085.94 | 266.08 |
| 11 | 63 | 29 | 9 | 33 | 16 | 3.41 | 39.71 | 119.77 | 138.18 | 157.00 | 2051.06 | 271.50 |
| 12 | 63 | 29 | 15 | 27 | 16 | 3.43 | 35.42 | 120.77 | 138.26 | 156.98 | 2036.12 | 276.05 |
| 序号 | Ni | Nj | NF | NS | NL | RR | βl/kmol∙h-1 | βg/kmol∙h-1 | D/kmol∙h-1 | S/kmol∙h-1 | ECO2/ kg∙h-1 | TAC/104USD |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 63 | 29 | 13 | 31 | 16 | 3.42 | 35.60 | 121.99 | 138.20 | 157.16 | 2069.32 | 268.13 |
| 2 | 66 | 29 | 18 | 32 | 16 | 3.42 | 38.88 | 121.82 | 138.21 | 157.22 | 2065.34 | 269.06 |
| 3 | 67 | 29 | 13 | 31 | 16 | 3.42 | 37.68 | 119.55 | 138.24 | 157.00 | 2026.56 | 281.03 |
| 4 | 63 | 29 | 13 | 30 | 16 | 3.42 | 35.89 | 123.07 | 138.18 | 157.14 | 2027.43 | 279.83 |
| 5 | 64 | 29 | 15 | 29 | 16 | 3.43 | 40.04 | 126.15 | 138.25 | 156.82 | 2092.7 | 265.86 |
| 6 | 63 | 29 | 12 | 27 | 16 | 3.43 | 38.02 | 126.27 | 138.22 | 155.91 | 2103.15 | 264.91 |
| 7 | 63 | 29 | 13 | 29 | 16 | 3.44 | 33.99 | 125.64 | 138.17 | 157.14 | 2113.34 | 264.66 |
| 8 | 63 | 29 | 16 | 25 | 16 | 3.44 | 36.67 | 122.04 | 138.21 | 155.57 | 2114.30 | 264.10 |
| 9 | 63 | 29 | 12 | 29 | 16 | 3.43 | 31.53 | 123.22 | 138.34 | 156.06 | 2115.22 | 264.29 |
| 10 | 64 | 29 | 14 | 27 | 16 | 3.41 | 36.91 | 118.09 | 138.28 | 156.71 | 2085.94 | 266.08 |
| 11 | 63 | 29 | 9 | 33 | 16 | 3.41 | 39.71 | 119.77 | 138.18 | 157.00 | 2051.06 | 271.50 |
| 12 | 63 | 29 | 15 | 27 | 16 | 3.43 | 35.42 | 120.77 | 138.26 | 156.98 | 2036.12 | 276.05 |
| 1 | 范壮志, 史延强, 孙斌, 等. 己内酰胺生产技术进展[J]. 现代化工, 2023, 43(7): 84-88. |
| FAN Zhuangzhi, SHI Yanqiang, SUN Bin, et al. Progress in caprolactam production technology[J]. Modern Chemical Industry, 2023, 43(7): 84-88. | |
| 2 | 崔小明. 我国环己醇合成环己酮技术进展[J]. 精细与专用化学品, 2019, 27(1): 12-14. |
| CUI Xiaoming. Synthesis research progress on cyclohexanone by cyclohexanol in China[J]. Fine and Specialty Chemicals, 2019, 27(1): 12-14. | |
| 3 | 贾增敏, 章亚东. 环己醇合成环己酮的工艺研究[J]. 河南化工, 2013, 30(9): 33-35. |
| JIA Zengmin, ZHANG Yadong. Study on synthesis techonology of cyclohexanoe from cyclohexanol[J]. Henan Chemical Industry, 2013, 30(9): 33-35. | |
| 4 | 余超. 隔壁塔在环己酮装置醇酮精馏中的模拟与优化[J]. 化工与医药工程, 2021, 42(4): 10-15. |
| YU Chao. Simulation and optimization of dividing wall column in alcohol-ketone distillation in cyclohexanone unit[J]. Chemical and Pharmaceutical Engineering, 2021, 42(4): 10-15. | |
| 5 | 孙培宾. 环己酮生产装置中环己醇精馏塔技术改造研究[J]. 中国石油和化工标准与质量, 2023, 43(7): 140-142. |
| SUN Peibin. Study on technical transformation of cyclohexanol distillation column in cyclohexanone production plant[J]. China Petroleum and Chemical Standard and Quality, 2023, 43(7): 140-142. | |
| 6 | 李岩, 刘新伟, 李广忠, 等. 环己酮蒸馏工艺的优化[J]. 化工进展, 2017, 36(S1): 548-552. |
| LI Yan, LIU Xinwei, LI Guangzhong, et al. Optimization of cyclohexanone distillation process[J]. Chemical Industry and Engineering Progress, 2017, 36(S1): 548-552. | |
| 7 | ZHAO Yongye, XIAO Hongyan, TUNG Chen-Ho, et al. Adsorptive separation of cyclohexanol and cyclohexanone by nonporous adaptive crystals of RhombicArene[J]. Chemical Science, 2021, 12(47): 15528-15532. |
| 8 | WANG Hongdan, CUI Chengtian, Hao LYU, et al. Design and economic evaluation of energy-saving industrial distillation processes for separating close-boiling cyclohexanone-cyclohexanol mixture[J]. Separation and Purification Technology, 2019, 211: 279-289. |
| 9 | 孙兰义, 李军, 李青松. 隔壁塔技术进展[J]. 现代化工, 2008, 28(9): 38-41. |
| SUN Lanyi, LI Jun, LI Qingsong. Progress in technology of dividing wall column[J]. Modern Chemical Industry, 2008, 28(9): 38-41. | |
| 10 | 钱新华, 孙晓静, 王克峰, 等. 基于模拟分析技术和随机搜索算法的化工过程能量集成方法研究[J]. 高校化学工程学报, 2007, 21(2): 322-327. |
| QIAN Xinhua, SUN Xiaojing, WANG Kefeng, et al. Energy integration based on simulation analysis and stochastic search[J]. Journal of Chemical Engineering of Chinese Universities, 2007, 21(2): 322-327. | |
| 11 | 李军, 王纯正, 马占华, 等. 基于Aspen Plus和NSGA-Ⅱ的隔壁塔多目标优化研究[J]. 高校化学工程学报, 2015, 29(2): 400-406. |
| LI Jun, WANG Chunzheng, MA Zhanhua, et al. Multi-objective optimization of dividing wall columns with aspen plus and NSGA-Ⅱ[J]. Journal of Chemical Engineering of Chinese Universities, 2015, 29(2): 400-406. | |
| 12 | GADALLA Mamdouh A, OLUJIC Zarko, JANSENS Peter J, et al. Reducing CO2 emissions and energy consumption of heat-integrated distillation systems[J]. Environmental Science & Technology, 2005, 39(17): 6860-6870. |
| 13 | CAO Nhien Le, VAN DUC LONG Nguyen, KIM Sangyong, et al. Novel reaction-hybrid-extraction-distillation process for furfuryl alcohol production from raw bio-furfural[J]. Biochemical Engineering Journal, 2019, 148: 143-151. |
| 14 | 钟旺. 石化工业中的典型隔壁塔模拟研究[D]. 青岛: 中国石油大学(华东), 2017. |
| ZHONG Wang. The study on dividing wall column in petrochemical industry[D]. Qingdao: China University of Petroleum (East China), 2017. |
| [1] | DAI Zhengshu, ZUO Yuanhao, CHEN Xiaoluo, ZHANG Li, ZHAO Gen, ZHANG Xuejun, ZHANG Hua. Process in the application of machine learning in ejector research [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 1-12. |
| [2] | YANG Junhui, YUAN Jun, ZHANG Jida, WANG Jinhai, QIAO Hongbin, CAI Zhenyi, MA Zhongcheng. Structural design and performance analysis of a new type of heat accumulator [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 282-294. |
| [3] | XIE Yulin, RAU Jui-yeh, HUANG Jian, HAO Jiayi, WANG Youyi, HUANG Qi. Preparation of continuous ZIF-8 membrane and its progress in hydrogen separation [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 403-418. |
| [4] | ZHOU Yu, XIA Taiyang, WEI Qi, TANG Tian, TIAN Lei. Optimization of micro-channel coupled reverse osmosis membrane series treatment of methanol to olefin wastewater [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 43-51. |
| [5] | XUE Lixin, TU Longdou, LI Shiyang, ZHENG Chenchen, CAI Dajian, GAO Congjie. High efficient dye desalting mixed matrix nanofiltration membranes containing in-situ grown ZIF-L particles in polyethyleneimine (PEI) coating before interface polymerization [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 431-442. |
| [6] | CHEN Wangmi, XI Beidou, LI Mingxiao, YE Meiying, HOU Jiaqi, YU Chengze, WEI Yufang, MENG Fanhua. Research progress on carbon emission reduction technology for pyrolysis system [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 479-503. |
| [7] | LIU Hongwei, DONG Guoliang, WEN Yanbo, WANG Qianghua, XU Qin, WANG Xingsheng, LI Xusheng, GONG Jieping, ZHAO Bin, LIU Mengyao. Process optimization of Huating extruded granulator [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 52-60. |
| [8] | HE Fang, XU Gaojie, PEI Xiang, SUN Dezhi, NING Pengge, CAO Hongbin. Application of IPE-23 extractant in the recovery of lithium from lithium-containing waste liquors [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 627-639. |
| [9] | TAO Yi, ZHANG Chen, HU Yijiong, QIU Tong. Molecular reconstruction model of vacuum gas oil based on molecular structural distribution [J]. Chemical Industry and Engineering Progress, 2024, 43(S1): 71-76. |
| [10] | GENG Xiumei, ZHANG Feng, ZHANG Xiang, SHAN Meixia, ZHANG Yatao. Research progress on the stability of Pebax-based mixed matrix membranes for CO2 separation [J]. Chemical Industry and Engineering Progress, 2024, 43(9): 4996-5012. |
| [11] | WANG Yucheng, GUO Xiong, LUAN Xinqi, ZHOU Jian, LI Xiang, XING Linguang, ZHOU Xueyun, LIU Ying, WANG Deyong, WU Xuejuan, PAN Qi, LIU Jianxin, ZHAO Zhenxia, ZHAO Zhongxing. Production process optimization of vitamin U and its thermal decomposition mechanism [J]. Chemical Industry and Engineering Progress, 2024, 43(9): 5157-5167. |
| [12] | ZHANG Yufeng, PANG Yuqian, PEI Haonan, FAN Xiaoqing. Three-way rod metal-organic frameworks for purifying of C2—C3 from natural gas [J]. Chemical Industry and Engineering Progress, 2024, 43(9): 5185-5192. |
| [13] | WANG Yanan, LIU Linlin, ZHUANG Yu, DU Jian. Synchronous optimization and heat integration of the production process from EO to EG based on surrogate model [J]. Chemical Industry and Engineering Progress, 2024, 43(9): 5234-5241. |
| [14] | LUO Shifa, WANG Kan, ZHANG Bingjian, CHEN Qinglin. Analysis and evaluation of heat integration schemes for crude oil distillation unit [J]. Chemical Industry and Engineering Progress, 2024, 43(9): 4810-4816. |
| [15] | CUI Yi, LI Mengyuan, YANG Lu, LI Haidong, ZHANG Qiqi, CHANG Chenglin, WANG Yufei. New method for automatic design of intensified shell and tube heat exchanger with twisted-tape insert [J]. Chemical Industry and Engineering Progress, 2024, 43(9): 4824-4832. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||