化工进展 ›› 2019, Vol. 38 ›› Issue (01): 664-671.DOI: 10.16085/j.issn.1000-6613.2018-1226
气煤联供实现资源高效利用和碳减排技术进展
刘硕士( ),杨思宇,顾竞芳,钱宇()
),杨思宇,顾竞芳,钱宇()
- 华南理工大学化学与化工学院,广东省绿色化学产品技术重点实验室,广东 广州 510640
-
收稿日期:2018-06-12修回日期:2018-07-31出版日期:2019-01-05发布日期:2019-01-05 -
通讯作者:钱宇 -
作者简介:刘硕士(1994—),男,博士研究生,研究方向为过程系统工程。E-mail:<email>cemasterliu@mail.scut.edu.cn</email>。|钱宇,教授,博士生导师,研究方向为过程系统工程。E-mail:<email>ceyuqian@scut.edu.cn</email>。 -
基金资助:国家自然科学基金重点项目(21736004);省部共建煤炭高效利用与绿色化工国家重点实验室开放课题(2017-K03);国家自然科学基金重点项目(21736004);省部共建煤炭高效利用与绿色化工国家重点实验室开放课题(2017-K03)。
Review on coal and gas co-feed processes for better resource use and lower carbon emission
Shuoshi LIU(),Siyu YANG,Jingfang GU,Yu QIAN()
- The Guangdong Provincial Key Lab of Green Chemical Product Technology, School of Chemistry and Chemical Engineering, South China University of Technology, Guangzhou 510640, Guangdong, China
-
Received:2018-06-12Revised:2018-07-31Online:2019-01-05Published:2019-01-05 -
Contact:Yu QIAN
摘要:
为解决煤化工过程资源利用率低和碳排放高的问题,有研究者提出以天然气、焦炉气、页岩气等富氢资源和煤炭资源联供方案,旨在实现源头碳减排。文章指出依据联供过程技术的差异,较有代表性的方案可分为集成甲烷部分氧化和集成甲烷干/水蒸气重整的气煤联供过程。文章以生产甲醇为例,从资源利用和经济效益等方面对集成甲烷部分氧化和集成甲烷干/水蒸气重整的气煤联供过程进行分析和比较。集成甲烷部分氧化的工艺碳元素利用率达到57.9%,每吨甲醇排放CO2为1.50t,较传统煤制甲醇工艺排放减少37.5%。甲醇产品成本稍低于传统工艺。集成甲烷干/水蒸气重整工艺的碳元素利用率最高,达到83.7%。减排效果最明显,每吨甲醇排放CO2为0.90t,较传统工艺排放减少62.5%,但是由于CO2转化增加能耗,甲醇产品成本有所提升。由于气煤联供过程有利于CO2减排,当碳税高于65CNY/tCO2时,两个气煤联供工艺的生产成本低于传统的煤制甲醇工艺。
中图分类号:
引用本文
刘硕士, 杨思宇, 顾竞芳, 钱宇. 气煤联供实现资源高效利用和碳减排技术进展[J]. 化工进展, 2019, 38(01): 664-671.
Shuoshi LIU, Siyu YANG, Jingfang GU, Yu QIAN. Review on coal and gas co-feed processes for better resource use and lower carbon emission[J]. Chemical Industry and Engineering Progress, 2019, 38(01): 664-671.
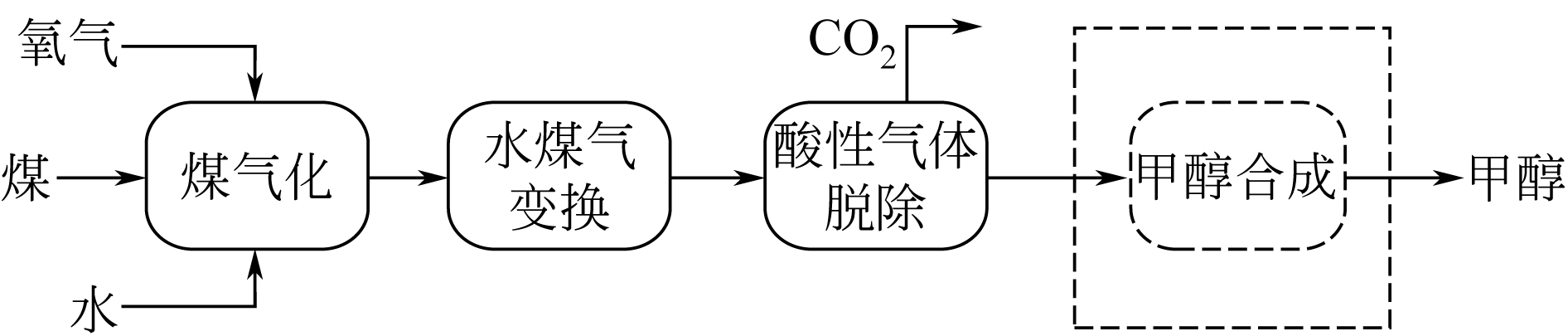
图1 煤制甲醇(CTM)工艺示意图
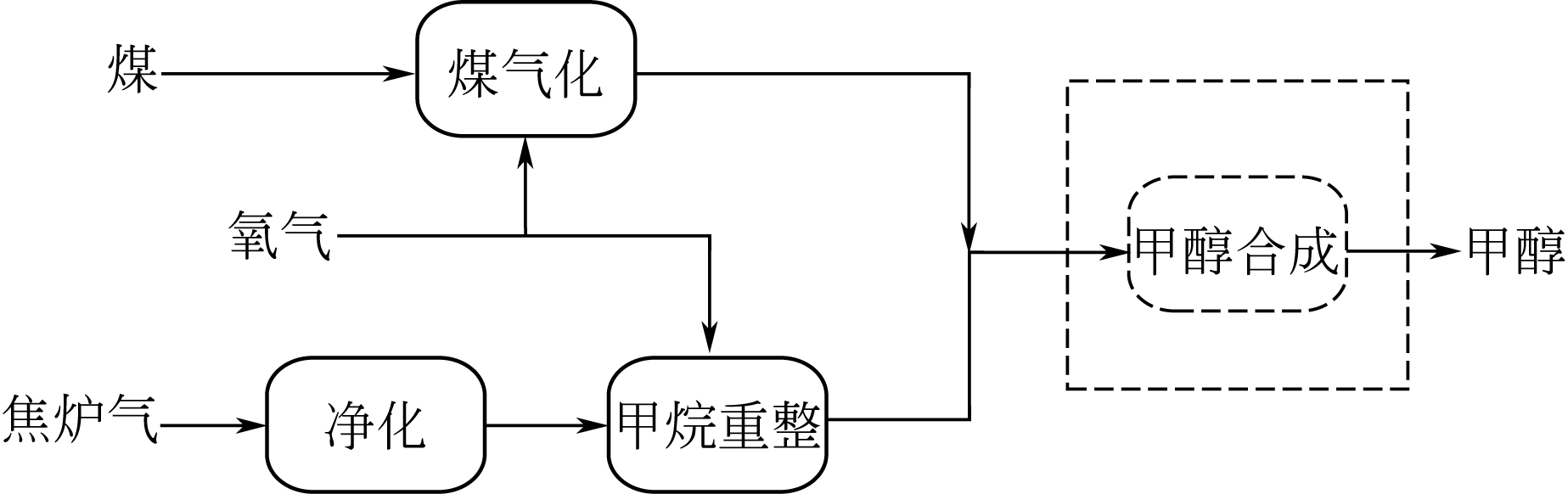
图2 集成MPO制甲醇工艺示意图
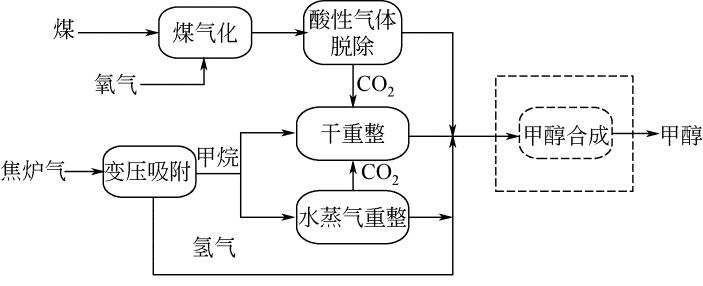
图3 集成DMR/SMR制甲醇工艺示意图
| 流程 | 技术规范 参数 | CTM[ | MPO[ | DMR/SMR[ |
|---|---|---|---|---|
| 煤气化(Texaco) | 气化压力/MPa | 4.2 | 4.2 | 4.2 |
| 气化温度/℃ | 1300 | 1300 | 1300 | |
| 碳转化率/% | 98 | 98 | 98 | |
| 空分 | 高压/MPa | 0.6 | 0.6 | 0.6 |
| 低压/MPa | 0.13 | 0.13 | 0.13 | |
| 水煤气变换(Co-Mo) | 高温段入口 温度/℃ | 400 | ||
| 低温段入口 温度/℃ | 210 | |||
| 酸性气体脱除(Rectisol) | CO2吸收 温度/℃ | -33 | -33 | |
| H2S吸收 温度/℃ | -23 | -23 | ||
| 变压吸附 | 氢气收率 | >90% | ||
| 甲烷部分氧化 | 反应压力/MPa | 3.0 | ||
| 反应温度/℃ | 1000 | |||
| 碳转化率/% | >88 | |||
| 甲烷干重整 | 反应压力/MPa | 0.1 | ||
| 反应温度/℃ | 800 | |||
| 碳转化率/% | 99.9 | |||
| 甲烷水蒸气重整 | 反应压力/MPa | 0.1 | ||
| 反应温度/℃ | 900 | |||
| 碳转化率/% | 99.9 | |||
| 甲醇合成 | 反应压力/MPa | 5.0 | 5.0 | 5.0 |
| 反应温度/℃ | 240 | 250 | 240 | |
| 循环比 | 4.5 | 4.0 | 4.5 |
表1 主要技术规范参数
| 流程 | 技术规范 参数 | CTM[ | MPO[ | DMR/SMR[ |
|---|---|---|---|---|
| 煤气化(Texaco) | 气化压力/MPa | 4.2 | 4.2 | 4.2 |
| 气化温度/℃ | 1300 | 1300 | 1300 | |
| 碳转化率/% | 98 | 98 | 98 | |
| 空分 | 高压/MPa | 0.6 | 0.6 | 0.6 |
| 低压/MPa | 0.13 | 0.13 | 0.13 | |
| 水煤气变换(Co-Mo) | 高温段入口 温度/℃ | 400 | ||
| 低温段入口 温度/℃ | 210 | |||
| 酸性气体脱除(Rectisol) | CO2吸收 温度/℃ | -33 | -33 | |
| H2S吸收 温度/℃ | -23 | -23 | ||
| 变压吸附 | 氢气收率 | >90% | ||
| 甲烷部分氧化 | 反应压力/MPa | 3.0 | ||
| 反应温度/℃ | 1000 | |||
| 碳转化率/% | >88 | |||
| 甲烷干重整 | 反应压力/MPa | 0.1 | ||
| 反应温度/℃ | 800 | |||
| 碳转化率/% | 99.9 | |||
| 甲烷水蒸气重整 | 反应压力/MPa | 0.1 | ||
| 反应温度/℃ | 900 | |||
| 碳转化率/% | 99.9 | |||
| 甲醇合成 | 反应压力/MPa | 5.0 | 5.0 | 5.0 |
| 反应温度/℃ | 240 | 250 | 240 | |
| 循环比 | 4.5 | 4.0 | 4.5 |
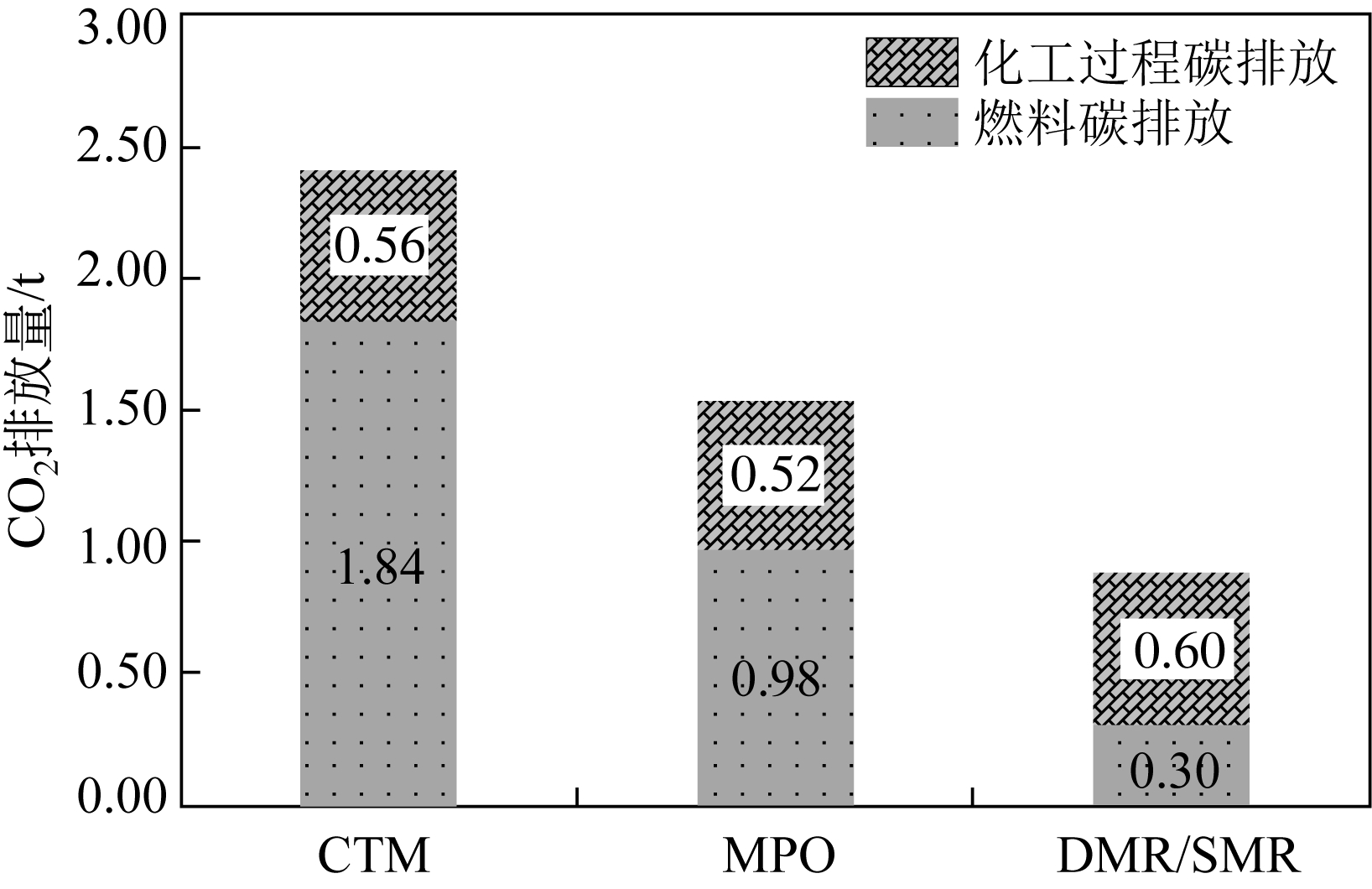
图4 不同流程的CO2排放量
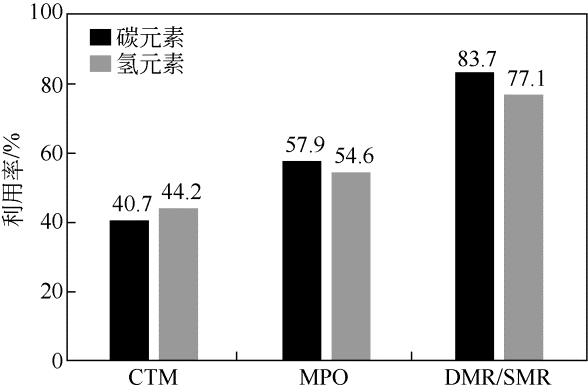
图5 不同流程的元素利用率
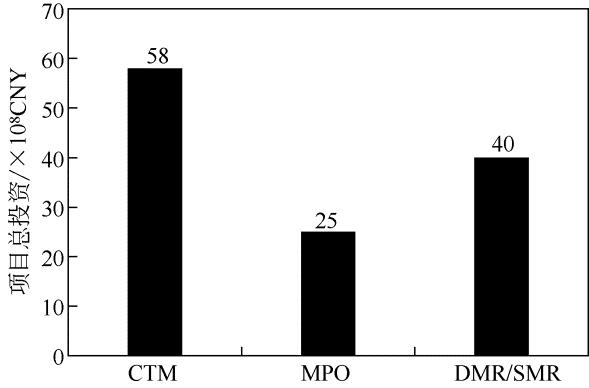
图6 3种流程的总投资
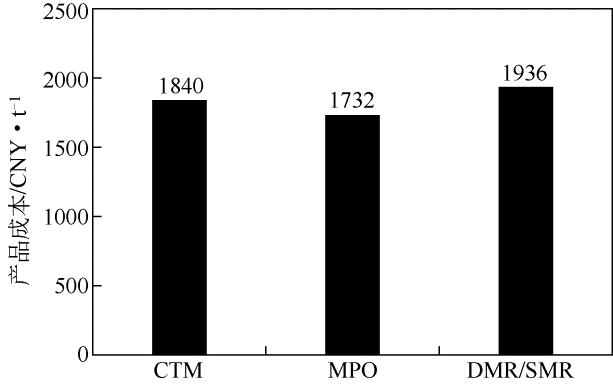
图7 3种流程的产品成本
| 参数 | 流程 | ||
|---|---|---|---|
| CTM | MPO | DMR/SMR | |
| 规模/kt·a-1 | 1200 | 1200 | 1200 |
| 总投资/×109 CNY | 5.8 | 2.5 | 4.0 |
| 物料和能量消耗 | |||
| 煤/t·(t甲醇) -1 | 1.32 | 0.21 | 0.36 |
| 焦炉气/m3·(t甲醇) -1 | N/A | 1600 | 1217 |
| 氧气/m3·(t甲醇) -1 | 858 | 560 | 234 |
| 蒸汽/MJ·(t甲醇) -1 | 5403 | 0 | 5093 |
| 电力/KW·h·(t甲醇) -1 | 548 | 651 | 612 |
| 产品成本/CNY·t -1 | 1840 | 1732 | 1936 |
表2 3种流程的总投资与产品成本表
| 参数 | 流程 | ||
|---|---|---|---|
| CTM | MPO | DMR/SMR | |
| 规模/kt·a-1 | 1200 | 1200 | 1200 |
| 总投资/×109 CNY | 5.8 | 2.5 | 4.0 |
| 物料和能量消耗 | |||
| 煤/t·(t甲醇) -1 | 1.32 | 0.21 | 0.36 |
| 焦炉气/m3·(t甲醇) -1 | N/A | 1600 | 1217 |
| 氧气/m3·(t甲醇) -1 | 858 | 560 | 234 |
| 蒸汽/MJ·(t甲醇) -1 | 5403 | 0 | 5093 |
| 电力/KW·h·(t甲醇) -1 | 548 | 651 | 612 |
| 产品成本/CNY·t -1 | 1840 | 1732 | 1936 |

图8 不同国家发展程度与碳税关系图

图9 碳税与3种工艺生产成本的关系
| 1 | 王明华, 李政, 倪维斗 . “双气头”多联产中试装置的流程设计研究[J]. 煤炭转化,2007,30(2): 48-52. |
| WANG Minghua , LI Zheng , NI Weidou . Research on flowsheet design of medium scale double gas polygeneration device[J]. Coal Conversion,2007,30(2): 48-52. | |
| 2 | 王灵梅, 李政, 倪维斗, 等 . “双气头”多联产系统的能值评估[J]. 动力工程学报, 2010,30(10): 798-803. |
| WANG Lingmei , LI Zheng , NI Weidou ,et al . Energy evaluation of double gas polygeneration systems[J]. Journal of Chinese Society of Power Engineering,2010,30(10): 798-803. | |
| 3 | 谢克昌, 张永发, 赵炜 . “双气头”多联产系统基础研究——焦炉煤气制备合成气[J]. 能源与节能, 2008(2): 10-12. |
| XIE Kechang , ZHANG Yongfa , ZHAO Wei . Basic research on the "double head" polygeneration system—Preparation of syngas from coke oven gas[J]. Energy and Energy Conservation, 2008(2): 10-12. | |
| 4 | LIN H , JIN H G , GAO L , et al . A polygeneration system for methanol and power production based on coke oven gas and coal gas with CO2 recovery[J]. Energy, 2014, 74(2): 174-180. |
| 5 | YI Q , GONG M H , HUANG Y , et al . Process development of coke oven gas to methanol integrated with CO2, recycle for satisfactory techno-economic performance[J]. Energy, 2016, 112:618-628. |
| 6 | MAN Y , YANG S Y , QIAN Y , et al . Conceptual design of coke-oven gas assisted coal to olefins process for high energy efficiency and low CO2 emission[J]. Applied Energy, 2014, 133:197-205. |
| 7 | HUANG H , YANG S , CUI P . Design concept for coal-based polygeneration processes of chemicals and power with the lowest energy consumption for CO2 capture[J]. Energy Conversion & Management, 2018, 157:186-194. |
| 8 | GHODOOSI F , KHOSRAVI-NIKOU M R , SHARIATI A . Mathematical modeling of reverse water-gas shift reaction in a fixed‐bed reactor[J]. Chemical Engineering & Technology, 2017, 40(3): 598-607. |
| 9 | 刘霞 . 煤制甲醇过程的低温余热利用与碳减排工艺研究[D]. 广州: 华南理工大学, 2016. |
| LIU Xia . The study on low temperature waste heat utilization and carbon reduction of coal-based methanol process[D]. Guangzhou: South China University of Technology, 2016 | |
| 10 | 彭丽娟 . 焦炉气辅助煤气化制甲醇系统概念设计[D]. 广州: 华南理工大学, 2014. |
| PENG Lijuan . Conceptual design of coke-oven gas assisted coal gasification to methanol process[D]. Guangzhou: South China University of Technology, 2014. | |
| 11 | 葛志颖, 郭炜 . 焦炉气催化部分氧化制甲醇氢碳比优化与CO2减排[J]. 化工设计通讯, 2011, 37(2): 72-74. |
| GE Zhiying , GUO Wei . Optimization of hydrogen-carbon ratio in methanol production from COG catalytic partial oxidation and CO2 emission reduction[J]. Chemical Engineering Design Communications, 2011, 37(2): 72-74. | |
| 12 | ZHAN M C , WANG W D , TIAN T F , et al . Catalytic partial oxidation of methane over perovskite La4Sr8Ti12O38- δ solid oxide fuel cell (SOFC) anode material in an oxygen-permeable membrane reactor[J]. Energy & Fuels, 2010(24): 764-771. |
| 13 | BERMÚDEZ J M , FERRERA-LORENZO N , LUQUE S , et al . New process for producing methanol from coke oven gas by means of CO2 reforming. Comparison with conventional process[J]. Fuel Processing Technology, 2013, 115(11): 215-221. |
| 14 | COURSON C , MAKAGA E , PETIT C , et al . Development of Ni catalysts for gas production from biomass gasification. Reactivity in steam-and dry -reforming[J]. Catalysis Today, 2000, 63(2): 427-437. |
| 15 | ABASHAR M E E . Coupling of steam and dry reforming of methane in catalytic fluidized bed membrane reactors[J]. International Journal of Hydrogen Energy, 2004, 29(8): 799-808. |
| 16 | BHAVSAR S , NAJERA M , VESER G . Chemical looping dry reforming as novel, intensified process for CO2 activation[J]. Chemical Engineering & Technology, 2012, 35(7): 1281-1290. |
| 17 | NAJERA M , GRACE H , BHAVSAR S , et al . CO2 activation via chemical Looping dry reforming[C]//23rd North American Catalysis Society Meeting, 2013. |
| 18 | ZENG Y , LIU S , MEI D , et al . Plasma-catalytic dry reforming of methane over Al2O3 supported metal catalysts[C]//IEEE International Conference on Plasma Sciences, 2015:80-87. |
| 19 |
CHEN L , GANGADHARAN P , LOU H H . Sustainability assessment of combined steam and dry reforming versus tri-reforming of methane for syngas production[J]. Asia-Pacific Journal of Chemical Engineering, 2018. DOI:13.10.1002/apj.2168.
DOI URL |
| 20 | YANG S , YANG Q , YI M , et al . Conceptual design and analysis of a natural gas assisted coal-to-olefins process for CO2 reuse[J]. Industrial & Engineering Chemistry Research, 2013, 52(40): 14406-14414. |
| 21 | LUYBEN W L . Design and control of the dry methane reforming process[J]. Industrial & Engineering Chemistry Research, 2014, 53(37): 14423-14439. |
| 22 | GANGADHARAN P , KANCHI K C , LOU H H . Evaluation of the economic and environmental impact of combining dry reforming with steam reforming of methane[J]. Chemical Engineering Research & Design, 2012, 90(11): 1956-1968. |
| 23 | BARELLI L , BIDINI G , GALLORINI F , et al . Hydrogen production through sorption-enhanced steam methane reforming and membrane technology: a review[J]. Energy, 2008, 33(4): 554-570. |
| 24 | XU J , FROMENT G F . Methane steam reforming, methanation and water-gas shift: I. Intrinsic kinetics[J]. AIChE Journal, 1989, 35:88-96. |
| 25 | ROSTRUP-NIELSEN T . Process for the catalytic steam reforming of a hydrocarbon feedstock: AU200048635B2[P]. 2004-02-05. |
| 26 | MAN Y , YANG S Y , QIAN Y . Integrated process for synthetic natural gas production from coal and coke-oven gas with high energy efficiency and low emission[J]. Energy Conversion and Management, 2016, 117:162-170. |
| 27 | RUIZMERCADO G J , SMITH R L , GONZALEZ M A . Sustainability indicators for chemical processes:Ⅰ. Taxonomy[J]. Industrial & Engineering Chemistry Research, 2012, 51(5): 2309-2328. |
| 28 | ZHU Y , BIDDY M J , JONES S B , et al . Techno-economic analysis of liquid fuel production from woody biomass via hydrothermal liquefaction (HTL) and upgrading[J]. Applied Energy, 2014, 129(5): 384-394. |
| 29 | ORHAN M F , DINCER I , NATERER G F . Cost analysis of a thermochemical Cu-Cl pilot plant for nuclear-based hydrogen production[J]. International Journal of Hydrogen Energy, 2008, 33(21): 6006-6020. |
| 30 | LI Z , HU S , CHEN D , et al . Study on systems based on coal and natural gas for producing dimethyl ether[J]. Industrial & Engineering Chemistry Research, 2009, 48(8): 4101-4108. |
| 31 | YANG S , YANG Q , LI H , et al . An integrated framework for modeling, synthesis, analysis, and optimization of coal gasification-based energy and chemical processes[J]. Industrial & Engineering Chemistry Research, 2012, 51(48): 15763-15777. |
| 32 | XIANG D , YANG S Y , QIAN Y , et al . Techno-economic performance of the coal-to-olefins process with CCS[J]. Chemical Engineering Journal, 2014, 240(6): 45-54. |
| 33 | MANTRIPRAGADA H C , RUBIN E S . Techno-economic evaluation of coal-to-liquids (CTL) plants with carbon capture and sequestration[J]. Energy Policy, 2011, 39(5): 2808-2816. |
| 34 | 姜睿 . 碳交易与中国碳市场展望[J]. 中国经济报告, 2017(5): 52-56. |
| JIANG Rui . Carbon trading and China's carbon market outlook [J]. China Policy Review, 2017(5): 52-56. | |
| 35 | 张亮 . 欧洲国家环境税制度对中国碳税政策的借鉴与启示[J]. 环境与发展, 2017, 29(4): 27-29. |
| ZHANG Liang . European countries’ environmental tax system and its inspiration to China’s carbon tax policies[J]. Environment and Development, 2017, 29(4): 27-29. | |
| 36 | YUAN M , METCALF G E , REILLY J , et al . The revenue implications of a carbon tax[R/OL]. 2017. . |
| [1] | 储根云, 范英杰, 张大伟, 高明林, 梅树美, 杨庆春. 煤制乙二醇关键单元技术与低碳集成工艺的研究进展[J]. 化工进展, 2022, 41(3): 1654-1666. |
| [2] | 杨庆春, 杨庆, 张金亮, 高明林, 梅树美, 张大伟. 耦合SOEC的煤制乙二醇新工艺开发与系统评价[J]. 化工进展, 2021, 40(11): 6061-6070. |
| [3] | 刘守军, 王钊, 演康, 杨颂, 上官炬, 杜文广, 常志伟, 刘月华. 神府长焰煤加氢增黏反应中催化剂及氢传递机理[J]. 化工进展, 2021, 40(7): 3711-3718. |
| [4] | 刘阳, 吴秀章, 刘永健, 王波. 煤制天然气过程全局能量集成优化[J]. 化工进展, 2021, 40(7): 3719-3727. |
| [5] | 郭晶,张光华,张万斌,朱军峰,吴江,杜伦. 烷基烯酮二聚体对褐煤疏水改性及成浆性能的影响[J]. 化工进展, 2019, 38(10): 4705-4711. |
| [6] | 胡仕宁, 张光华, 杜伦, 李俊国. 石蜡乳液表面包覆改性低阶煤及其对水煤浆性能的影响[J]. 化工进展, 2018, 37(04): 1421-1425. |
| [7] | 萧鸿华, 刘阳, 黄宏, 杨思宇. 煤制天然气过程变换单元建模与能量集成[J]. 化工进展, 2018, 37(02): 554-560. |
| [8] | 王金乾, 刘建忠, 李得第, 王双妮. 废弃生物质制备水煤浆及其成浆特性的研究进展[J]. 化工进展, 2017, 36(10): 3674-3681. |
| [9] | 薛新巧, 冯钰, 靳立军, 胡浩权. 不连沟煤热解半焦燃烧特性研究[J]. 化工进展, 2017, 36(09): 3287-3292. |
| [10] | 朱梦园, 吴国光, 胡远丰, 孟献梁, 马少莲. 碱改性城市污泥-煤的成浆性能[J]. 化工进展, 2017, 36(07): 2691-2697. |
| [11] | 郭艺, 张光华, 李俊国, 张昕玮, 吴桂霞. 不同降解方式对淀粉基水煤浆分散剂性能的影响[J]. 化工进展, 2016, 35(05): 1502-1508. |
| [12] | 汪寿建. 现代煤气化技术发展趋势及应用综述[J]. 化工进展, 2016, 35(03): 653-664. |
| [13] | 张大洲, 卢文新, 陈风敬, 夏吴, 左静, 王志刚, 商宽祥. 褐煤干燥水分回收利用及其研究进展[J]. 化工进展, 2016, 35(02): 472-478. |
| [14] | 梁丽彤, 黄伟, 张乾, 刘建伟, 郝晓刚, 张忠林. 低阶煤催化热解研究现状与进展[J]. 化工进展, 2015, 34(10): 3617-3622,3675. |
| [15] | 刘大海, 张守玉, 涂圣康, 金涛, 施大钟, 施登宇, 裴育峰. 五彩湾煤中钠在燃烧过程中的迁移释放规律[J]. 化工进展, 2015, 34(3): 705-709. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||