化工进展 ›› 2021, Vol. 40 ›› Issue (3): 1161-1177.DOI: 10.16085/j.issn.1000-6613.2020-2001
生物丁醇分离技术的研究进展及发展趋势
蔡的( ), 李树峰, 司志豪, 秦培勇(), 谭天伟()
), 李树峰, 司志豪, 秦培勇(), 谭天伟()
- 北京化工大学生命科学与技术学院,北京 100029
-
收稿日期:2020-10-08出版日期:2021-03-05发布日期:2021-03-17 -
通讯作者:秦培勇,谭天伟 -
作者简介:蔡的(1989—),男,博士。E-mail:caidibuct@163.com 。 -
基金资助:国家重点研发计划(2018YFB1501704);国家自然科学基金(21978016);中国博士后科学基金(2020M670114)
Current advances and development of bio-butanol separation techniques
CAI Di(), LI Shufeng, SI Zhihao, QIN Peiyong(), TAN Tianwei()
- College of Life Science and Technology, Beijing University of Chemical Technology, Beijing 100029, China
-
Received:2020-10-08Online:2021-03-05Published:2021-03-17 -
Contact:QIN Peiyong,TAN Tianwei
摘要:
生物基(正)丁醇是一种重要的化学品和替代燃料,其主要制备途径为糖质底物的丙酮-丁醇-乙醇(ABE)发酵。受制于发酵副产物多、溶剂浓度低、产物共沸等因素,传统的生物丁醇分离过程存在分离能耗大、成本高等问题,制约其产业化制备。为解决生物丁醇分离的技术瓶颈,近年来,应用新型分离技术实现与ABE发酵过程的耦合成为研究的热点。本文综述了生物丁醇分离技术的最新研究进展,讨论了基于汽液平衡、相转移、膜分离技术等新型分离方式的技术特点;并针对多级分离级联系统开发、面向终产物的精馏技术的新趋势、新特点进行剖析和讨论。随着分离技术的发展和进步、生物炼制工艺开发和集成,生物丁醇的制备成本可望进一步降低,提升市场竞争力。
中图分类号:
引用本文
蔡的, 李树峰, 司志豪, 秦培勇, 谭天伟. 生物丁醇分离技术的研究进展及发展趋势[J]. 化工进展, 2021, 40(3): 1161-1177.
CAI Di, LI Shufeng, SI Zhihao, QIN Peiyong, TAN Tianwei. Current advances and development of bio-butanol separation techniques[J]. Chemical Industry and Engineering Progress, 2021, 40(3): 1161-1177.
| 项目 | 汽油 | 正丁醇 | 乙醇 |
|---|---|---|---|
| 化学式 | H,C4~C12 | C4H10O | C2H6O |
| 分子量/g·mol-1 | 114.23 | 74.12 | 46.07 |
| 密度(20℃)/g·m-3 | 0.7 | 0.81 | 0.789 |
| 酸度,pKa | — | 16.1 | 15.9 |
| 黏度(25℃)/mPa·s | 0.6 | 2.573 | 1.074 |
| 闪点(25℃)/℃ | -43 | 35 | 17.2 |
| 自燃点/℃ | 280 | 343 | 365 |
| 热值/MJ·L-1 | 32.5 | 29.2 | 21.2 |
| 空燃比 | 14.7 | 11.2 | 9 |
| 研究辛烷值(马达辛烷值) | 91~99 (81~89) | 96 (78) | 129 (102) |
| 蒸发热/MJ·kg-1 | 0.36 | 0.43 | 0.92 |
| 相对密度(15℃) | 0.72~0.78 | 0.81 | 0.79 |
| 沸点/℃ | 125 | 117.4 | 78.4 |
| 熔点/℃ | -56.6 | -89.8 | -114 |
| 低热值/MJ·kg-1 | 43.4 | 34.3 | 26.9 |
| 高热值/MJ·kg-1 | 46.5 | 37.3 | 29.8 |
| 瑞德蒸气压/psi① | 8~15 | 0.3 | 2.3 |
| 水溶性(25℃)/% | — | 7.3 | 100 |
| 含氧量/% | 0 | 22 | 35 |
表1 生物(正)丁醇与乙醇、汽油物化性质对比[2]
| 项目 | 汽油 | 正丁醇 | 乙醇 |
|---|---|---|---|
| 化学式 | H,C4~C12 | C4H10O | C2H6O |
| 分子量/g·mol-1 | 114.23 | 74.12 | 46.07 |
| 密度(20℃)/g·m-3 | 0.7 | 0.81 | 0.789 |
| 酸度,pKa | — | 16.1 | 15.9 |
| 黏度(25℃)/mPa·s | 0.6 | 2.573 | 1.074 |
| 闪点(25℃)/℃ | -43 | 35 | 17.2 |
| 自燃点/℃ | 280 | 343 | 365 |
| 热值/MJ·L-1 | 32.5 | 29.2 | 21.2 |
| 空燃比 | 14.7 | 11.2 | 9 |
| 研究辛烷值(马达辛烷值) | 91~99 (81~89) | 96 (78) | 129 (102) |
| 蒸发热/MJ·kg-1 | 0.36 | 0.43 | 0.92 |
| 相对密度(15℃) | 0.72~0.78 | 0.81 | 0.79 |
| 沸点/℃ | 125 | 117.4 | 78.4 |
| 熔点/℃ | -56.6 | -89.8 | -114 |
| 低热值/MJ·kg-1 | 43.4 | 34.3 | 26.9 |
| 高热值/MJ·kg-1 | 46.5 | 37.3 | 29.8 |
| 瑞德蒸气压/psi① | 8~15 | 0.3 | 2.3 |
| 水溶性(25℃)/% | — | 7.3 | 100 |
| 含氧量/% | 0 | 22 | 35 |
| 技术 | 原理 | 优势 | 劣势 |
|---|---|---|---|
| 基于汽液平衡 | |||
| 精馏 | 在精馏塔中进行,气液两相通过逆流接触,进行相际传热传质。溶剂随挥发度差异逐一分离 | 可逐一分离得到单一脱水溶剂产物 | 不能与发酵过程耦合,能耗高 |
| 汽提 | 醪液罐或发酵罐底部持续通入载气,溶剂经载气气泡带出,进入冷却塔冷却获得高浓度ABE溶剂 | 操作简单,无细胞毒性,稳定性强,无污染 | 效率较低,对溶剂中丁醇主产物的选择性差 |
| 闪蒸 | 将发酵液泵入闪蒸罐,在低压下维持发酵液沸腾状态,气相抽出冷凝收集 | 无细胞毒性,对发酵系统影响小 | 效率较低,对溶剂中丁醇主产物的选择性差 |
| 真空分离 | 将发酵罐减压以改变气液分压,富含溶剂气相抽出后冷凝获得高浓度ABE溶剂 | 操作简单,无细胞毒性 | 效率较低,对溶剂中丁醇主产物的选择性差,溶剂产率低,易染菌,能耗较高 |
| 基于相转移 | |||
| 吸附 | 滤去细胞的发酵液泵入吸附柱与固相吸附介质充分接触,ABE溶剂附着在非极性介质表面,之后通过溶剂脱附或热脱附获得溶剂产物 | 吸附介质可回用,对溶剂选择性较高 | 吸附介质易污染,需要高温或溶剂介入脱附,能耗较高 |
| 液液萃取 | 疏水萃取剂直接接触发酵液,ABE溶剂因分配系数差异溶解于萃取剂中实现分离 | 操作简单,选择性高,能耗较低 | 高细胞毒性导致连续性差,萃取剂损失及形成乳液 |
| 浊点萃取 | 表面活性剂在低温下溶解于ABE发酵液中,随温度升高表面活性剂分子形成胶团,随温度升高胶团聚集实现溶剂分离 | 操作简单,分离效率高 | 不能与发酵过程耦合,表面活性剂用量大,成本高,分离能耗较高 |
| 盐析 | 利用盐析效应,在发酵液中加入盐析剂,低极性ABE溶剂水中溶解度降低,形成有机相 | 操作简单,分离效率高 | 不能与发酵过程耦合,连续性差,盐析剂用量大,回收工艺复杂 |
| 膜分离技术 | |||
| 渗透汽化 | 在膜两侧蒸汽分压差推动下,发酵液中的挥发性有机物选择性透过膜,在透过侧进行收集 | 无细胞毒性,可进行原位发酵分离耦合,能耗低 | 设备投资高,存在膜污染问题 |
| 渗透萃取 | 发酵液中的有机物渗透通过膜,为透过侧萃取剂所萃取 | 操作简单,无细胞毒性 | 传质效率低,产物收率低,存在膜污染问题 |
| 膜蒸馏 | 由于表面张力作用,液体无法通过疏水微孔膜,而蒸汽可以通过,在膜透过侧得以富集 | 无细胞毒性,对发酵体系无影响 | 存在膜污染问题,液体浸润疏水微孔膜后可导致性能下降 |
| 反渗透 | 在发酵液侧施加一定压力,水分子沿自然渗透方向相反的方向扩散进入膜另一侧,实现有机物的富集浓缩 | 可用于发酵废水回收 | 发酵液中的丙酮易破坏膜结构,膜寿命短 |
表2 不同生物丁醇分离技术原理及对比
| 技术 | 原理 | 优势 | 劣势 |
|---|---|---|---|
| 基于汽液平衡 | |||
| 精馏 | 在精馏塔中进行,气液两相通过逆流接触,进行相际传热传质。溶剂随挥发度差异逐一分离 | 可逐一分离得到单一脱水溶剂产物 | 不能与发酵过程耦合,能耗高 |
| 汽提 | 醪液罐或发酵罐底部持续通入载气,溶剂经载气气泡带出,进入冷却塔冷却获得高浓度ABE溶剂 | 操作简单,无细胞毒性,稳定性强,无污染 | 效率较低,对溶剂中丁醇主产物的选择性差 |
| 闪蒸 | 将发酵液泵入闪蒸罐,在低压下维持发酵液沸腾状态,气相抽出冷凝收集 | 无细胞毒性,对发酵系统影响小 | 效率较低,对溶剂中丁醇主产物的选择性差 |
| 真空分离 | 将发酵罐减压以改变气液分压,富含溶剂气相抽出后冷凝获得高浓度ABE溶剂 | 操作简单,无细胞毒性 | 效率较低,对溶剂中丁醇主产物的选择性差,溶剂产率低,易染菌,能耗较高 |
| 基于相转移 | |||
| 吸附 | 滤去细胞的发酵液泵入吸附柱与固相吸附介质充分接触,ABE溶剂附着在非极性介质表面,之后通过溶剂脱附或热脱附获得溶剂产物 | 吸附介质可回用,对溶剂选择性较高 | 吸附介质易污染,需要高温或溶剂介入脱附,能耗较高 |
| 液液萃取 | 疏水萃取剂直接接触发酵液,ABE溶剂因分配系数差异溶解于萃取剂中实现分离 | 操作简单,选择性高,能耗较低 | 高细胞毒性导致连续性差,萃取剂损失及形成乳液 |
| 浊点萃取 | 表面活性剂在低温下溶解于ABE发酵液中,随温度升高表面活性剂分子形成胶团,随温度升高胶团聚集实现溶剂分离 | 操作简单,分离效率高 | 不能与发酵过程耦合,表面活性剂用量大,成本高,分离能耗较高 |
| 盐析 | 利用盐析效应,在发酵液中加入盐析剂,低极性ABE溶剂水中溶解度降低,形成有机相 | 操作简单,分离效率高 | 不能与发酵过程耦合,连续性差,盐析剂用量大,回收工艺复杂 |
| 膜分离技术 | |||
| 渗透汽化 | 在膜两侧蒸汽分压差推动下,发酵液中的挥发性有机物选择性透过膜,在透过侧进行收集 | 无细胞毒性,可进行原位发酵分离耦合,能耗低 | 设备投资高,存在膜污染问题 |
| 渗透萃取 | 发酵液中的有机物渗透通过膜,为透过侧萃取剂所萃取 | 操作简单,无细胞毒性 | 传质效率低,产物收率低,存在膜污染问题 |
| 膜蒸馏 | 由于表面张力作用,液体无法通过疏水微孔膜,而蒸汽可以通过,在膜透过侧得以富集 | 无细胞毒性,对发酵体系无影响 | 存在膜污染问题,液体浸润疏水微孔膜后可导致性能下降 |
| 反渗透 | 在发酵液侧施加一定压力,水分子沿自然渗透方向相反的方向扩散进入膜另一侧,实现有机物的富集浓缩 | 可用于发酵废水回收 | 发酵液中的丙酮易破坏膜结构,膜寿命短 |
发酵 方式 | 发酵 类型 | 底物 | 气提方式 | 菌种 | 冷凝浓度/g·L-1 | ABE转化率 /g·g-1 | ABE产率 /g·(L·h)-1 | 参考 文献 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 丙酮 | 丁醇 | ABE | ||||||||
| 批次 | 固定化 | 葡萄糖 | 连续 | C. acetobutylicum JB 200 | — | — | — | 0.32 | 0.47 | [ |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum JB 200 | — | 175.6 | 227 | 0.4 | 0.66 | [ | |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum ABE 1201 | 44.2~66.5 | 97.9~166.8 | 155.7~255.6 | 0.4 | 0.36 | [ | |
| 游离 | 木屑+葡萄糖 | 连续 | C. acetobutylicum CC 101 | — | — | 42~96 | 0.39 | 0.13 | [ | |
补料 批次 | 固定化 | 葡萄糖 | 间歇 | C. acetobutylicum JB 200 | 20~50 | 150.5 | 195.9 | 0.36 | 0.53 | [ |
| 固定化 | 葡萄糖 | 间歇 | C. acetobutylicum B 3 | 40 | 150 | 200 | 0.36 | 0.61 | [ | |
| 固定化 | 葡萄糖 | 间歇 | C. acetobutylicum ABE 1201 | 45~55 | 140~175 | 210~255 | 0.34 | 0.38 | [ | |
| 游离 | 葡萄糖 | 连续 | Cbeijerinckii BA 101 | — | — | 38.3~99.6 | 0.36 | 0.59 | [ | |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum JB 200 | 26~50 | 100~160 | 155~210 | 0.37 | 0.53 | [ | |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum ABE 1201 | ~50 | 115 | 155~205 | 0.38 | 1.15 | [ | |
| 固定化 | 木薯渣 | 连续 | C. acetobutylicum JB 200 | 25.7 | 59.8 | 90.3 | 0.37 | 0.53 | [ | |
| 游离 | 葡萄糖 | 间歇 | C. acetobutylicum TSH1; B. cereus TSH2 | 56.49 | 185.65 | 267.15 | 0.33 | 0.93 | [ | |
| 固定化 | 高粱汁 | 连续 | C. acetobutylicum ABE 1201 | 44.1 | 112.9 | 166.5 | 0.41 | 0.53 | [ | |
| 固定化 | 玉米秸秆 | 间歇 | C. acetobutylicum ABE-P 1201 | — | 77~136 | 115~220 | 0.29 | 0.13 | [ | |
| 连续 | 固定化 | 乳清 | 连续 | C. acetobutylicum P 262 | — | — | 53.7 | 0.4 | 5.12 | [ |
表3 生物丁醇发酵耦合汽提的研究进展
发酵 方式 | 发酵 类型 | 底物 | 气提方式 | 菌种 | 冷凝浓度/g·L-1 | ABE转化率 /g·g-1 | ABE产率 /g·(L·h)-1 | 参考 文献 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 丙酮 | 丁醇 | ABE | ||||||||
| 批次 | 固定化 | 葡萄糖 | 连续 | C. acetobutylicum JB 200 | — | — | — | 0.32 | 0.47 | [ |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum JB 200 | — | 175.6 | 227 | 0.4 | 0.66 | [ | |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum ABE 1201 | 44.2~66.5 | 97.9~166.8 | 155.7~255.6 | 0.4 | 0.36 | [ | |
| 游离 | 木屑+葡萄糖 | 连续 | C. acetobutylicum CC 101 | — | — | 42~96 | 0.39 | 0.13 | [ | |
补料 批次 | 固定化 | 葡萄糖 | 间歇 | C. acetobutylicum JB 200 | 20~50 | 150.5 | 195.9 | 0.36 | 0.53 | [ |
| 固定化 | 葡萄糖 | 间歇 | C. acetobutylicum B 3 | 40 | 150 | 200 | 0.36 | 0.61 | [ | |
| 固定化 | 葡萄糖 | 间歇 | C. acetobutylicum ABE 1201 | 45~55 | 140~175 | 210~255 | 0.34 | 0.38 | [ | |
| 游离 | 葡萄糖 | 连续 | Cbeijerinckii BA 101 | — | — | 38.3~99.6 | 0.36 | 0.59 | [ | |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum JB 200 | 26~50 | 100~160 | 155~210 | 0.37 | 0.53 | [ | |
| 固定化 | 葡萄糖 | 连续 | C. acetobutylicum ABE 1201 | ~50 | 115 | 155~205 | 0.38 | 1.15 | [ | |
| 固定化 | 木薯渣 | 连续 | C. acetobutylicum JB 200 | 25.7 | 59.8 | 90.3 | 0.37 | 0.53 | [ | |
| 游离 | 葡萄糖 | 间歇 | C. acetobutylicum TSH1; B. cereus TSH2 | 56.49 | 185.65 | 267.15 | 0.33 | 0.93 | [ | |
| 固定化 | 高粱汁 | 连续 | C. acetobutylicum ABE 1201 | 44.1 | 112.9 | 166.5 | 0.41 | 0.53 | [ | |
| 固定化 | 玉米秸秆 | 间歇 | C. acetobutylicum ABE-P 1201 | — | 77~136 | 115~220 | 0.29 | 0.13 | [ | |
| 连续 | 固定化 | 乳清 | 连续 | C. acetobutylicum P 262 | — | — | 53.7 | 0.4 | 5.12 | [ |
| 方式 | 类型 | 菌种 | 膜类型 | 醪液浓度/g·L-1 | 透过浓度/g·L-1 | ABE产率 /g·(L·h)-1 | ABE收率 /g·g-1 | 总通量 /g·(m2·h)-1 | 丁醇分离因子 | 参考 文献 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 丁醇 | ABE | 丁醇 | ABE | |||||||||
| 批次 | 游离 | C. acetobutylicum ATCC 824 | PDMS | 6~8 | — | — | — | 0.452 | 0.169 | — | — | [ |
补料 批次 | 游离 | C. acetobutylicum ATCC 55025 | zeolite-PDMS | 6.7~8.5 | — | 169.6 | 253.3 | 0.46 | 0.32 | 61.4~97.5 | — | [ |
| 固定 | C. acetobutylicum XY 16 | PDMS/ceramic | 2.6 | — | 39.5 | 90 | 0.62 | 0.31 | 676 | 15.8 | [ | |
| 连续 | 固定 | C. acetobutylicum ABE 1201 | PDMS/PVDF | 9.5~12 | 14~19 | 180.38 | 315.31 | 0.41 | 0.38 | 170.2~276.7 | 15~28 | [ |
| 游离 | C. acetobutylicum ATCC 824 | PDMS | 1.8~6.6 | 3.2~10.7 | 60.4~131.6 | 85.6~202 | 0.45~0.88 | 0.13~0.35 | 561~621 | 16.1~19.8 | [ | |
| 游离 | C. acetobutylicum ATCC 824 | PDMS | 2.7~10.1 | 4~18 | 35.3~64 | 62.6~117.1 | 0.13~0.37 | 0.17~0.36 | 349~418 | 13.7~15.7 | [ | |
| 游离 | C. acetobutylicum CICC 8012 | PDMS | 6~10 | — | 71~84.4 | — | 0.12~0.3 | 0.19~0.2 | 556.5~783.9 | 10 | [ | |
| 游离 | C. beijerinckii ATCC 55025 | PDMS/PVDF | 8.8~9.5 | — | 166.4 | 237.5 | 0.37 | 0.3 | 93.3~108.8 | 13.7 | [ | |
| 游离 | C. acetobutylicum ABE 1201 | PDMS/PVDF | 10~12 | 17~22 | 146.7~248.2 | 275.17~419.47 | 0.45 | 0.34 | 235.25~384.41 | 20~24.5 | [ | |
表4 近年来利用渗透汽化技术原位分离ABE的研究进展及对比(以合成培养基为底物)
| 方式 | 类型 | 菌种 | 膜类型 | 醪液浓度/g·L-1 | 透过浓度/g·L-1 | ABE产率 /g·(L·h)-1 | ABE收率 /g·g-1 | 总通量 /g·(m2·h)-1 | 丁醇分离因子 | 参考 文献 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 丁醇 | ABE | 丁醇 | ABE | |||||||||
| 批次 | 游离 | C. acetobutylicum ATCC 824 | PDMS | 6~8 | — | — | — | 0.452 | 0.169 | — | — | [ |
补料 批次 | 游离 | C. acetobutylicum ATCC 55025 | zeolite-PDMS | 6.7~8.5 | — | 169.6 | 253.3 | 0.46 | 0.32 | 61.4~97.5 | — | [ |
| 固定 | C. acetobutylicum XY 16 | PDMS/ceramic | 2.6 | — | 39.5 | 90 | 0.62 | 0.31 | 676 | 15.8 | [ | |
| 连续 | 固定 | C. acetobutylicum ABE 1201 | PDMS/PVDF | 9.5~12 | 14~19 | 180.38 | 315.31 | 0.41 | 0.38 | 170.2~276.7 | 15~28 | [ |
| 游离 | C. acetobutylicum ATCC 824 | PDMS | 1.8~6.6 | 3.2~10.7 | 60.4~131.6 | 85.6~202 | 0.45~0.88 | 0.13~0.35 | 561~621 | 16.1~19.8 | [ | |
| 游离 | C. acetobutylicum ATCC 824 | PDMS | 2.7~10.1 | 4~18 | 35.3~64 | 62.6~117.1 | 0.13~0.37 | 0.17~0.36 | 349~418 | 13.7~15.7 | [ | |
| 游离 | C. acetobutylicum CICC 8012 | PDMS | 6~10 | — | 71~84.4 | — | 0.12~0.3 | 0.19~0.2 | 556.5~783.9 | 10 | [ | |
| 游离 | C. beijerinckii ATCC 55025 | PDMS/PVDF | 8.8~9.5 | — | 166.4 | 237.5 | 0.37 | 0.3 | 93.3~108.8 | 13.7 | [ | |
| 游离 | C. acetobutylicum ABE 1201 | PDMS/PVDF | 10~12 | 17~22 | 146.7~248.2 | 275.17~419.47 | 0.45 | 0.34 | 235.25~384.41 | 20~24.5 | [ | |

图1 渗透汽化膜分离丁醇性能

图2 PDMS渗透汽化膜的制备过程
| 发酵方式 | 分离级联方法 | 原理 | 发酵罐ABE浓度 /g·L-1 | 浓缩ABE浓度 /g·L-1 | 参考文献 |
|---|---|---|---|---|---|
| 批次发酵 | 汽提-汽提 | 第一级原位汽提分离得到的ABE冷凝液分相后,水相进行第二级汽提,第二级汽提冷凝液和第一级汽提冷凝液中的油相混合 | 8① | 671.1 | [ |
| 补料分批发酵 | 汽提-渗透汽化 | 第一级原位汽提分离得到的ABE冷凝液继续进行第二级渗透汽化分离,最终在渗透汽化膜透过侧获得高浓度ABE | 17.5~22.5 | 706.68 | [ |
| 渗透汽化-渗透汽化 | 第一级原位渗透汽化分离得到的ABE透过液继续进行第二级渗透汽化分离,在第二级渗透汽化膜透过侧获得浓缩产物 | 17~22 | 779.7 | [ | |
| 汽提-盐析 | 第一级原位汽提分离得到的ABE冷凝液中加入无机盐,形成两相后获得上相高浓度ABE浓缩液 | 8.6~9.4 | 747.59 | [ | |
| 渗透汽化-盐析 | 第一级原位渗透汽化分离得到的ABE透过液中加入无机盐,形成两相后获得上相高浓度ABE浓缩液 | 9~12① | 805.52 | [ | |
| 萃取-汽提 | 在生物反应器中加入萃取剂,在萃取剂所在的有机相内放置气体分布器,持续鼓泡,并利用冷凝器冷却气相中的ABE溶剂或产物 | — | 148 | [ | |
| 汽提渗透 | 载气在生物反应器底部持续鼓泡,反应器气相组分与渗透汽化膜表面接触,在膜的透过侧分离获得高浓度ABE溶液。该方法与传统渗透汽化过程的本质区别在于采用气相与膜表面接触而不是液相接触 | 7~11.4 ① | 339.3 | [ |
表5 多级分离级联原位ABE分离工艺的原理及对比
| 发酵方式 | 分离级联方法 | 原理 | 发酵罐ABE浓度 /g·L-1 | 浓缩ABE浓度 /g·L-1 | 参考文献 |
|---|---|---|---|---|---|
| 批次发酵 | 汽提-汽提 | 第一级原位汽提分离得到的ABE冷凝液分相后,水相进行第二级汽提,第二级汽提冷凝液和第一级汽提冷凝液中的油相混合 | 8① | 671.1 | [ |
| 补料分批发酵 | 汽提-渗透汽化 | 第一级原位汽提分离得到的ABE冷凝液继续进行第二级渗透汽化分离,最终在渗透汽化膜透过侧获得高浓度ABE | 17.5~22.5 | 706.68 | [ |
| 渗透汽化-渗透汽化 | 第一级原位渗透汽化分离得到的ABE透过液继续进行第二级渗透汽化分离,在第二级渗透汽化膜透过侧获得浓缩产物 | 17~22 | 779.7 | [ | |
| 汽提-盐析 | 第一级原位汽提分离得到的ABE冷凝液中加入无机盐,形成两相后获得上相高浓度ABE浓缩液 | 8.6~9.4 | 747.59 | [ | |
| 渗透汽化-盐析 | 第一级原位渗透汽化分离得到的ABE透过液中加入无机盐,形成两相后获得上相高浓度ABE浓缩液 | 9~12① | 805.52 | [ | |
| 萃取-汽提 | 在生物反应器中加入萃取剂,在萃取剂所在的有机相内放置气体分布器,持续鼓泡,并利用冷凝器冷却气相中的ABE溶剂或产物 | — | 148 | [ | |
| 汽提渗透 | 载气在生物反应器底部持续鼓泡,反应器气相组分与渗透汽化膜表面接触,在膜的透过侧分离获得高浓度ABE溶液。该方法与传统渗透汽化过程的本质区别在于采用气相与膜表面接触而不是液相接触 | 7~11.4 ① | 339.3 | [ |

图3 传统渗透汽化原位分离和汽提渗透过程(GSVP)的工艺流程对比
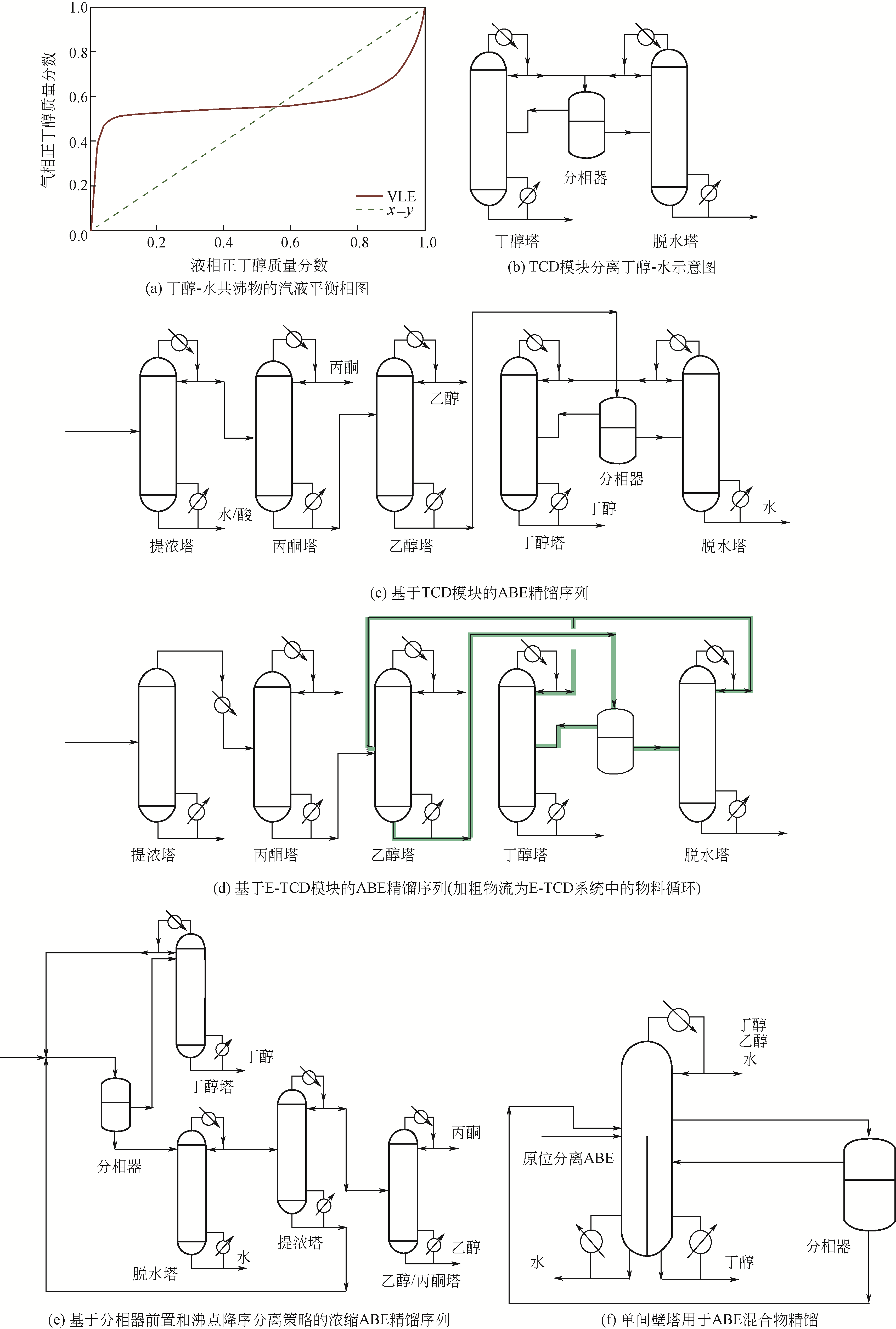
图4 面向ABE分离的精馏系统
| 1 | JIANG Y, LIU J, JIANG W, et al. Current status and prospects of industrial bio-production of n-butanol in China[J]. Biotechnology Advances, 2015, 33: 1493-1501. |
| 2 | NANDA S, GOLEMI-KOTRA D, MCDERMOTT J C, et al. Fermentative production of butanol: perspectives on synthetic biology[J]. New Biotechnology, 2017, 37: 201-221. |
| 3 | MOON H G, JANG Y S, CHO C, et al. One hundred years of clostridial butanol fermentation[J]. FEMS Microbiology Letters, 2016, 363: fnw001. |
| 4 | XUE C, ZHAO J, CHEN L, et al. Recent advances and state-of-the-art strategies in strain and process engineering for biobutanol production by Clostridium acetobutylicum[J]. Biotechnology Advances, 2017, 35: 310-322. |
| 5 | OUTRAM V, LALANDER C A, LEE J G M, et al. Applied in situ product recovery in ABE fermentation[J]. Biotechnology Progress, 2017, 33(3): 563-579. |
| 6 | BHARATHIRAJA B, JAYAMUTHUNAGAI J, SUDHARSANAA T, et al. Biobutanol—an impending biofuel for future: a review on upstream and downstream processing techniques[J]. Renewable and Sustainable Energy Reviews, 2017, 68: 788-807. |
| 7 | GREEN E M. Fermentative production of butanol—the industrial perspective[J]. Current Opinion of Biotechnology, 2011, 22: 337-343. |
| 8 | CAMPO I DEL, ALEGRIA I, MUNÁRRIZ M, et al. Scaling-up lignocellulosic butanol production (Butanext)[C]//26th European Biomass Conference and Exhibition, Copenhagen, Denmark, 2018. |
| 9 | KUJAWSKA A, KUJAWSKI J, BRYJAK M, et al. ABE fermentation products recovery methods: a review[J]. Renewable and Sustainable Energy Reviews, 2015, 48: 648-661. |
| 10 | OUTRAM V, LALANDER C A, LEE J G M, et al. A comparison of the energy use of in situ product recovery techniques for the acetone butanol ethanol fermentation[J]. Bioresource Technology, 2016, 220: 590-600. |
| 11 | MAITI S, GALLASTEGUI G, BRAR S K, et al. Quest for sustainable bio-production and recovery of butanol as a promising solution to fossil fuel[J]. International Journal of Energy Research, 2016, 40: 411-438. |
| 12 | LI S Y, CHIANG C J, TSENG I T, et al. Bioreactors and in situ production recovery techniques for acetone-butanol-ethanol fermentation[J]. FEMS Microbiology Letters, 2016, 363: fnw107. |
| 13 | FU C, CAI D, HU S, et al. Ethanol fermentation integrated with PDMS composite membrane: an effective process[J]. Bioresource Technology, 2016, 200: 648-657. |
| 14 | CAI D, HU S, CHEN C, et al. Immobilized ethanol fermentation coupled to pervaporation with silicalite-1/poludimethylsiloxane/polyvinylidene fluoride composite membrane[J]. Bioresource Technology, 2016, 220: 124-131. |
| 15 | XUE C, ZHAO X Q, LIU C G, et al. Prospective and development of butanol as an advanced biofuel[J]. Biotechnology Advances, 2013, 31(8): 1575-1584. |
| 16 | XUE C, ZHAO J B, CHEN L J, et al. Integrated butanol recovery for an advanced biofuel: current state and prospects[J]. Applied Microbiology Biotechnology, 2014, 98: 3463-3474. |
| 17 | LIU D, CHEN Y, DING F, et al. Simultaneous production of butanol and acetoin by metabolically engineered Clostridium acetobutylicum[J]. Metabolic Engineering, 2015, 27: 107-114. |
| 18 | WEN Z, LEDESMA-AMORO R, LIN J, et al. Improved n-butanol production from Clostridium cellulovorans by integrated metabolic and evolutionary engineering[J]. Applied and Environmental Microbiology, 2019, 85: 7. |
| 19 | CHANG Z, CAI D, WANG Y, et al. Effective multiple stages continuous acetone-butanol-ethanol fermentation by immobilized bioreactors: making full use of fresh corn stalk[J]. Bioresource Technology, 2016, 205: 82-89. |
| 20 | XIN X, CHENG C, DU G, et al. Metabolic engineering of histidine kinases in Clostridium beijerinckii for enhanced butanol production[J]. Frontiers in Bioengineering and Biotechnology, 2020, 8: 214. |
| 21 | MAITI S, GALLASTEGUI G, SARMA S J, et al. A re-look at the biochemical strategies to enhance butanol production[J]. Biomass and Bioenergy, 2016, 94: 187-200. |
| 22 | LUYBEN W I. Control of the heterogeneous azeotropic n-butanol/water distillation system[J]. Energy & Fuels, 2008, 22: 49-58. |
| 23 | MATSUMURA M, KATAOKA H, SUEKI M, et al. Energy saving effect of pervaporation using oleyl alcohol liquid membrane in butanol purification[J]. Bioprocess Engineering, 1988, 3: 93-100. |
| 24 | EZEJI T C, KARCHER P M, QURESHI N, et al. Improving performance of a gas stripping-based recovery system to remove butanol from Clostridium beijerinckii fermentation[J]. Bioprocess and Biosystems Engineering, 2005, 27(3): 207-214. |
| 25 | PARK C H, OKOS M R, WANKAT P C. Acetone-butanol-ethanol (ABE) fermentation and simultaneous separation in a trickle bed reactor[J]. Biotechnology Progress, 1991, 7(2): 185-194. |
| 26 | LIAO Y C, LU K M, LI S Y. Process parameters for operating 1-butanol gas stripping in a fermentor[J]. Journal of Bioscience and Bioengineering, 2005, 27(3): 207-214. |
| 27 | EZEJI T C, QURESHI N, BLASCHEK H P. Production of acetone, butanol and ethanol by Clostridium beijerinckii BA 101 and in situ recovery by gas stripping[J]. World Journal of Microbiology and Biotechnology, 2003, 19(6): 595-603. |
| 28 | SETLHAKU M, HEITMANN S, GÓRAK A, et al. Investigation of gas stripping and pervaporation for improved feasibility of twe-stage butanol production process[J]. Bioresource Technology, 2013, 136: 102-108. |
| 29 | ZHOU H, SU Y, WAN Y. Phase separation of an acetone-butanol-ethanol (ABE)-water mixture in the permeate during pervaporation of a dilute ABE solution[J]. Separation and Purification Technology, 2014, 132: 354-361. |
| 30 | LIU F, LIU L, FENG X. Separation of acetone-butanol-ethanol (ABE) from dilute aqueous solutions by pervaporation[J]. Separation and Purification Technology, 2005, 42(3): 273-282. |
| 31 | VANE L M. Separation technologies for the recovery and dehydration of alcohols from fermentation broths[J]. Biofuels, Bioproducts & Biorefining, 2008, 2: 553-588. |
| 32 | CHEN H, CAI D, CHEN C, et al. Techno-economic analysis of acetone-butanol-ethanol distillation sequences feeding the biphasic condensate after in situ gas stripping separation[J]. Separation and Purification Technology, 2019, 219: 241-248. |
| 33 | XUE C, ZHAO J, LU C, et al. High-titer n-butanol production by Clostridium acetobutylicum JB 200 in fed-batch fermentation with intermittent gas stripping[J]. Biotechnology and Bioengineering, 2012, 109(11): 2746-2756. |
| 34 | CAI D, CHANG Z, GAO L, et al. Acetone-butanol-ethanol (ABE) fermentation integrated with simplified gas stripping using sweet sorghum bagasse as immobilized carrier[J]. Chemical Engineering Journal, 2015, 277: 176-185. |
| 35 | CHEN Y, REN H, LIU D, et al. Enhancement of n-butanol production by in situ butanol removal using permeating-heating-gas stripping in acetone-butanol-ethanol fermentation[J]. Bioresource Technology, 2014, 164: 276-284. |
| 36 | XUE C, DU G Q, SUN J X, et al. Characterization of gas stripping and its integration with acetone-butanol-ethanol fermentation for high-efficient butanol production and recobery[J]. Biochemical Engineering Journal, 2014, 83: 55-61. |
| 37 | XUE C, ZHAO J, LIU F, et al. Two-stage in situ gas stripping for enhanced butanol fermentation and energy-saving product recovery[J]. Bioresource Technology, 2013, 135: 396-402. |
| 38 | EZEJI T C, QURESHI N, BLASCHEK H P. Production of acetone butanol (AB) from liquefied corn starch, a commercial substrate, using Clostridium beijerinckii coupled with product recovery by gas stripping [J]. Journal of Industrial Microbiology and Biotechnology, 2007, 34: 771-777. |
| 39 | LU C, ZHAO J, YANG S T, et al. Fed-batch fermentation for n-butanol production from cassava bagasse hydrolysate in a fibrous bed bioreactor with continuous gas stripping[J]. Bioresource Technology, 2012, 104: 380-387. |
| 40 | LU C, DONG J, YANG S T. Butanol production from wood pulping hydrolysate in an integrated fermentation-gas stripping process[J]. Bioresource Technology, 2013, 143: 467-475. |
| 41 | LU C, ZHAO J, YANG S T, et al. Fed-batch fermentation for n-butanol production from cassava bagasse hydrolysate in a fibrous bed bioreactor with continuous gas stripping[J]. Bioresource Technology, 2012, 104: 380-387. |
| 42 | LIN Z, LIU H, YAN X, et al. High-efficiency acetone-butanol-ethanol production and recovery in non-strict anaerobic gas stripping fed-batch fermentation[J]. Applied Microbiology and Biotechnology, 2017, 101: 8029-8039. |
| 43 | CAI D, WANG Y, CHEN C, et al. Acetone-butanol-ethanol from sweet sorghum juice by an immobilized fermentation-gas stripping integrated process[J]. Bioresource Technology, 2016, 211: 704-710. |
| 44 | CAI D, CHEN C, ZHANG C, et al. Fed-batch fermentation with intermittent gas stripping using immobilized Clostridium acetobutylicum for biobutaol production from corn stover bagasse hydrolysate[J]. Biochemical Engineering Journal, 2017, 125, 18-22. |
| 45 | QURESHI N, MADDOX I S. Integration of continuous production and recovery of solvents from whey permeate: use of immobilized cells of Clostridium acetobutylicum in a fluidized bed reactor coupled with gas stripping[J]. Bioprocess Engineering, 1991, 6: 63-69. |
| 46 | MARIANO A P, QURESHI N, FILHO R M, et al. Bioproduction of butanol in bioreactors: new insight from simultaneous in situ butanol recovery to eliminate product toxicity[J]. Biotechnology and Bioengineering, 2011, 108(8): 1757-1765. |
| 47 | DE CASTRO ASSUMPCÃO D, RIVERA E A C, TOVAR L P, et al. Resolving mismatches in the flexible production of ethanol and butanol from eucalyptus wood with vacuum fermentation[J]. Bioprocess and Biosystems Engineering, 2018, 41: 1651-1663. |
| 48 | MARIANO A P, FILHO R M, EZEJI T C. Energy requirements during butanol production and in situ recovery by cyclic vacuum[J]. Renewable Energy, 2012, 47, 183-187. |
| 49 | MARIANO A P, KESHTKAR M, ATALA D I P, et al. Energy requirements for butanol recovery using the flash fermentation technology[J]. Energy & Fuels, 2011, 25: 2347-2355. |
| 50 | MARIANO A P, COSTA C B B, DE ANGELIS D D F, et al. Optimization of a continuous flash fermentation for butanol production using the response surface methodology[J]. Chemical Engineering Research and Design, 2010, 88: 562-571. |
| 51 | XUE C, LIU F, XU M, et al. Butanol production in acetone-butanol-ethanol fermentation with in situ product recovery by adsorption[J]. Bioresource Technology, 2016, 219: 158-168. |
| 52 | STAGGS K W, QIANG Z, MADATHIL K, et al. High efficiency and facile butanol recovery with magnetically responsive micro/mesoporous carbon adsorbents[J]. ACS Sustainable Chemical Engineering, 2017, 5: 885-894. |
| 53 | SHU C H, ZOU W L, NIRWANA W O C. Enhanced butanol production by Clostridium acetobutylicum fermentation using thermo-responsive poly(N-isopropylacrylamide)-grafted PDMS sponge as adsorbent material[J]. Journal of Chemical Technology and Biotechnology, 2020, 95: 255-263. |
| 54 | FAISAL A, ZHOU M, HEDLUND J, et al. Zeolite MFI adsorbent for recovery of butanol from ABE fermentation broths produced from an inexpensive black liquor-derived hydrolysate[J]. Biomass Conversion and Biorefinery, 2018, 8: 679-687. |
| 55 | FAISAL A, ZHOU M, HEDLUND J, et al. Recovery of butanol from model ABE fermentation broths using MFI adsorbent: a comparison between traditional beads and a structured adsorbent in the form of a film[J]. Adsorption, 2016, 22: 20. |
| 56 | WIEHN M, STAGGS K, WANG Y, et al. In situ butanol recovery from Clostridium acetobutylicum fermentations by expanded bed adsorption[J]. Biotechnology Progress, 2013, 30: 68-78. |
| 57 | RAGANATI F, PROCENTESE A, OLIVIERI G, et al. Bio-butanol recovery by adsorption/desorption processes[J]. Separation and Purification Technology, 2020, 235: 116145. |
| 58 | GAO C, WU J, SHI Q, et al. Adsorption breakthrough behavior of 1-butanol from an ABE model solution with high-silica zeolite: comparison with zeolitic imidazolate frameworks (ZIF-8) [J]. Microporous and Mesoporous Materials, 2017, 243: 119-129. |
| 59 | THOMPSON A B, SCHOLES R C, NOTESTEIN J M. Recovery of dilute aqueous acetone, butanol and ethanol with immobilized calixarene cavities[J]. ACS Applied Materials & Interfaces, 2014, 6: 289-297. |
| 60 | RAGANATI F, PROCENTESE A, OLIVIERI G, et al. Bio-butanol separation by adsorption on various materials: assessment of isotherms and effects of other ABE-fermentation compounds[J]. Separation and Purification Technology, 2018, 191: 328-339. |
| 61 | LIN X, WU J, FAN J, et al. Adsorption of butanol from aqueous solution onto a new type of microporous adsorption resin: studies of adsorption isotherms and kinetics simulation[J]. Journal of Chemical Technology and Biotechnology, 2012, 87: 924-931. |
| 62 | LIN X, LI R, WEN Q, et al. Experimental and modeling studies on the sorption breakthrough behaviors of butanol from aqueous solution in a fixed-bed of KA-1 resin[J]. Biotechnology and Bioprocess Engineering, 2013, 18: 223-233. |
| 63 | LIN X, WU J, JIN X, et al. Selective separation of biobutanol from acetone-butanol-ethanol fermentation broth by means of sorption methodology based on a novel microporous resin[J]. Biotechnology Progress, 2012, 28: 962-972. |
| 64 | LIU D, CHEN Y, DING F Y, et al. Biobutanol production in a Clostridium acetobutylicum biofilm reactor integrated with simultaneous product recovery by adsorption[J]. Biotechnology for Biofuels, 2014, 7: 5. |
| 65 | EZEJI T C, QURESHI N, BLASCHEK H P. Butanol fermentation research: upstream and downstream manipulations[J]. The Chemical Records, 2004, 4: 305-314. |
| 66 | STOFFERS M, GORAK A. Continuous multi-stage extraction of n-butanol from aqueous solutions with 1-hexyl-3-methylimidazolium tetracyanoborate[J]. Separation and Purification Technology, 2013, 120: 415-422. |
| 67 | ENNIS B N, GUTIERREZ N A, MADDOX I S. The acetone-butanol-ethanol fermentation: a current assessment[J]. Process Biochemistry, 1986, 21: 131-147. |
| 68 | MADDOX I S. The acetone-butanol-ethanol fermentation: recent progress in technology[J]. Biotechnology and Genetic Engineering Reviews, 1989, 7: 189-220. |
| 69 | QURESHI N, MADDOX I S. Continuous production of acetone-butanol-ethanol suing immobilized cells of Clostridium acetobutylicum and integration with product removal by liquid-liquid extraction[J]. Journal of Fermentation and Bioengineering, 1995, 80: 185-189. |
| 70 | WAYMAN M, PAREKH R. Production of acetone-butanol by extractive fermentation using dibutylphthalate as extractant[J]. Journal of Fermentation Technology, 1987, 65: 295-300. |
| 71 | ROFFLER S R, BLANCH H W, WILKE C R. In situ extractive fermentation of acetone and butanol[J]. Biotechnology and Bioengineering, 1988, 31: 135-143. |
| 72 | EVANS P J, WANG H Y. Response of Clostridium acetobutylicum to the presence of mixed extractants[J]. Applied and Environmental Microbiology, 1988, 54: 175-192. |
| 73 | KURKIJARVI A, LEHTONEN J, LINNEKOSKI J. Novel dual extraction process for acetone-butanol-ethanol fermentation[J]. Separation and Purification Technology, 2014, 124: 18-25. |
| 74 | KURKIJARVI A, LEHTONEN J. Dual extraction process for the utilization of an acetone-butanol-ethanol mixture in gasoline[J]. Industrial & Engineering Chemical Research, 2014, 53: 12379-12386. |
| 75 | EVANS P J, WANG H Y. Enhancement of butanol formation by Clostridium acetobutylicum in the presence of decanol-oleyl alcohol mixed extractants[J]. Applied and Environmental Microbiology, 1988, 54 (7): 1662-1667. |
| 76 | YEN H W, WANG Y C. The enhancement of butanol production by in situ butanol removal using biodiesel extraction in the fermentation of ABE (acetone-butanol-ethanol) [J]. Bioresource Technology, 2013, 145: 224-228. |
| 77 | QURESHI N, ELLER F. Recovery of butanol from Clostridium beijerinckii P 260 fermentation broth by supercritical CO2 extraction[J]. Journal of Chemical Technology and Biotechnology, 2018, 93: 1206-1212. |
| 78 | SUN D, FFENG H, XIN F, et al. Screening of ionic liquids as extractant for 1-butanol extraction from dilute solution[J]. Journal of Taiwan Institution of Chemical Engineering, 2018, 91: 119-129. |
| 79 | SUN D, FENG H, XIN F, et al. Feasibility of ionic liquid as extractant for bio-butanol extraction: experiment and simulation[J]. Separation and Purification Technology, 2019, 215: 287-298. |
| 80 | AVE G D, ADAMS II T A. Techno-economic comparison of acetone-butanol-ethanol fermentation using various extractants[J]. Energy Conversion and Management, 2018, 156: 288-300. |
| 81 | HUANG H J, RAMASWAMY S, LIU Y. Separation and purification of biobutanol during bioconversion of biomass[J]. Separation and Purification Technology, 2014, 132: 513-540. |
| 82 | HA S H, MAI N L, KOO Y M. Butanol recovery from aqueous solution into ionic liquids by liquid-liquid extraction[J]. Process Biochemistry, 2010, 45(12): 1899-1903. |
| 83 | VERMA R, MOHAN M, GOUD V V, et al. Operational strategies and comprehensive evaluation of menthol based deep eutectic solvent for the extraction of lower alcohols from aqueous media[J]. ACS Sustainable Chemistry & Engineering, 2018, 6: 16920-16932. |
| 84 | VERMA R, BANERJEE T. Liquid–liquid extraction of lower alcohols using menthol-based hydrophobic deep eutectic solvent: experiments and COSMO-SAC predictions[J]. Industrial & Engineering Chemical Research, 2018, 57: 3371-3381. |
| 85 | WANG Z, XU J H, LIANG R, et al. A downstream process with microemulsion extraction for microbial transformation in cloud point system[J]. Biochemical Engineering Journal, 2008, 41: 24-29. |
| 86 | DHAMOLE P B, WANG Z, LIU Y, et al. Extractive fermentation with non-ionic surfactants to enhance butanol production[J]. Biomass and Bioenergy, 2012, 40: 112-119. |
| 87 | DHAMOLE P B, WANG B, FENG H. Detoxification of corn stover hydrolysate using surfactant-based aqueous two-phase system[J]. Journal of Chemical Technology and Biotechnology, 2013, 88: 1744-1749. |
| 88 | WANG Z, FENG H. Double cloud point of ethylene oxide-propylene oxide triblock copolymer in an aqueous solution[J]. Colloids and Surfaces A: Physicochemical and Engineering, 2010, 362: 110-116. |
| 89 | XIE S, JI W, ZHANG Y, et al. Biobutanol recovery from model solution/fermentation broth using tripotassium phosphate[J]. Biochemical Engineering Journal, 2016, 115: 85-92. |
| 90 | MAITI S, SARMA S J, BRAR S K, et al. Novel spectrophotometric method for detection and estimation of butanol in acetone-butanol-ethanol fomenter[J]. Talanta, 2015, 141: 116-121. |
| 91 | SUN Y, YAN L, FU H, et al. Selection and optimization of a salting-out extraction system for recovery of biobutanol from fermentation broth[J]. Engineering in Life Science, 2013, 13: 464-471. |
| 92 | XIE S, QIU X, YI C. Salting-out effect of tripotassium phosphate on the liquid-liquid equilibria of the (water+acetone+1-butanol+ethanol) system and the salting-out recovery[J]. Fluid Phase Equilibria, 2015, 386: 7-12. |
| 93 | XIE S, YI C, QIU X. Salting-out effect of potassium pyrophosphate (K2P2O7) on the separation of biobutanol from an aqueous solution[J]. Journal of Chemical Technology and Biotechnology, 2016, 91: 1860-1867. |
| 94 | XIE S, ZHANG S, QIU X, et al. Sugaring-out effects of sucrose and glucose on the liquid-liquid equilibria for the (water+acetone+1-butanol+ethanol) system[J]. Journal of Chemical & Engineering Data, 2015, 60: 2434-2441. |
| 95 | YI C, XIE S, QIU X. Salting-out effect of dipotassium hydrogen phosphate on the recovery of acetone, butanol, and ethanol from a prefractionator[J]. Journal of Chemical & Engineering Data, 2014, 59: 1507-1514. |
| 96 | XIE S, ZHANG Y, YI C, et al. Biobutanol recovery from model solutions using potassium pyrophosphate[J]. Journal of Chemical Technology and Biotechnology, 2017, 92: 1229-1235. |
| 97 | XIE S, YI C, QIU X. Salting-out of acetone, 1-butanol, and ethanol from dilute aqueous solutions[J]. AIChE Journal, 2015, 61: 3470-3478. |
| 98 | XIE S, YI C, QIU X. Energy-saving recovery of actone, butanol and ethanol from a prefractionator by the salting-out method[J]. Journal of Chemical & Engineering Data, 2013, 58: 3297-3303. |
| 99 | XIE S, QIU X, YI C. Separation of a biofuel: recovery of biobutanol by salting-out and distillation[J]. Chemical Engineering & Technology, 2015, 38: 2181-2188. |
| 100 | OUDSHOORN A, PETERS M C, WIELEN L A VAN DER, et al. Exploring the potential of recovery 1-butanol from aqueous solutions by liquid demixing upon addition of carbohydrates or salts[J]. Journal of Chemical Technology and Biotechnology, 2009, 86: 714-718. |
| 101 | LI J,CHEN X,QI B,et al. Efficient production of acetone-butanol-ethanol(ABE)from cassava by a fermentation-pervaporation coupled process[J]. Bioresource Technology, 2014, 169: 251-257. |
| 102 | ZHU H, LIU G, JIN W. Recent progress in separation membranes and their fermentation coupled processes for biobutanol recovery[J]. Energy & Fuels, 2020, 34(10): 11962–11975. |
| 103 | YEN H W, LIN S F, YANG I K. Use of poly(ether-block-amide) in pervaporation coupling with a fermentor to enhance butanol production in the cultivation of Clostridium acetobutylicum[J]. Journal of Bioscience and Bioengineering, 2012, 113: 372-377. |
| 104 | XUE C, YANG D, DU G, et al. Evaluation of hydrophobic micro-zeolite-mixed matrix membrane and integrated with acetone-butanol-ethanol fermentation for enhanced butanol production[J]. Biotechnology for Biofuels, 2015, 8: 105. |
| 105 | WU H, HE A Y, KONMG X P, et al. Acetone-butanol-ethanol production using pH control strategy and immobilized cells in an integrated fermentation-pervaporation process[J]. Process Biochemistry, 2015, 50: 614-622. |
| 106 | CAI D, LI P, CHEN C J, et al. Effect of chemical pretreatments on corn stalk bagasse as immobilizing carrier of Clostridium acetobutylicum in the performance of a fermentation-pervaporation coupled system[J]. Bioresource Technology, 2016, 220: 68-75. |
| 107 | GU Y, JIANG Y, WU H, et al. Economical challenges to microbial producers of butanol: feedstock, butanol ratio and titer[J].Biotechnology Journal, 2011, 6: 1348-1357. |
| 108 | LEE S Y, PARK J H, JANG S H, et al. Fermentative butanol production by clostridia[J]. Biotechnology and Bioengineering, 2008, 101: 209-228. |
| 109 | CHEN C, XIAO Z, TANG X, et al. Acetone-butanol-ethanol fermentation in a continuous and closed-circulating fermentation system with PDMS membrane bioreactor[J]. Bioresource Technology, 2013, 128: 246-251. |
| 110 | KUMAR S, DHEERAN P, SINGH S P, et al. Continuous ethanol production from sugarcane bagasse hydrolysate at high temperature with cell recycle and in-situ recovery of ethanol[J]. Chem. Eng. Sci., 2015, 138: 524-530. |
| 111 | CAI D, HU S, MIAO Q, et al. Two-stage pervaporation process for effective in situ removal acetone-butanol-ethanol from fermentation broth[J]. Bioresource Technology, 2017, 224: 380-388. |
| 112 | MAO H, ZHEN H G, AHMAD A, et al. Highly selective and robust PDMS mixed matrix membranes by embedding two-dimensional ZIF-L for alcohol permselective pervaporation[J]. Journal of Membrane Science, 2019, 582, 307-321. |
| 113 | HU S, REN WQ, CAI D, et al. A mixed matrix membrane for butanol pervaporation based on micron-sized silicalite-1 as macro-crosslinkers[J]. Journal of Membrane Science, 2017, 533:270-278. |
| 114 | LI S, LI P, SI Z, et al. An efficient method allowing for continuous preparation of PDMS/PVDF composite membrane[J]. AIChE Journal, 2019,65(10): e16710. |
| 115 | LI S, QIN F, QIN P, et al. Preparation of PDMS membrane using water as solvent for pervaporation separation of butanol–water mixture[J]. Green Chemistry, 2013, 15(8): 2180-2190. |
| 116 | FAN H W, WANG R, SHAN L L, et al. One-step assembly of molecular separation membranes by direct atomizing oligomers[J]. ACS Applied Materials & Interfaces, 2017, 9(4): 4074-4083. |
| 117 | SI Z H, LI J F, MA L, et al. The ultrafast and continuous fabrication of a polydimethylsiloxane membrane by ultraviolet‐induced polymerization[J]. Angewandte Chemie: International Edition, 2019, 58(48): 17175-17179. |
| 118 | ZHU H P, LI X R, PAN Y, et al. Fluorinated PDMS membrane with anti-biofouling property for in-situ biobutanol recovery from fermentation-pervaporation coupled process[J]. Journal of Membrane Science, 2020, 609: 118225. |
| 119 | SI Z H, CAI D, LI S F, et al. Carbonized ZIF-8 incorporated mixed matrix membrane for stable ABE recovery from fermentation broth[J]. Journal of Membrane Science, 2019, 579: 309-317. |
| 120 | QURESHI N,MADDOX I S. Reduction in butanol inhibition by perstraction: utilization of concentrated lactose/whey permeate by Clostridium acetobutylicum to enhance butanol fermentation economics[J]. Food & Bioproducts Processing, 2005, 83 (1): 43-52. |
| 121 | GROBBEN N G, EGGINK G, CUPERUS F P,et al. Production of acetone,butanol and ethanol(ABE)from potato wastes:Fermentation with integrated membrane extraction[J]. Applied Microbiology and Biotechnology, 1993, 39(4/5): 494-498. |
| 122 | GUPTA O, ROY S, MITRA S. Low temperature recovery of acetone–butanol–ethanol (ABE) fermentation products via microwave induced membrane distillation on carbon nanotube immobilized membranes[J]. Sustainable Energy & Fuels, 2020, 4: 3487-3499. |
| 123 | GAUTAM A, MENKHAUS T J. Performance evaluation and fouling analysis for reverse osmosis and nanofiltration membranes during processing of lignocellulosic biomass hydrolysate[J]. Journal of Membrane Science, 2014, 451: 252-265. |
| 124 | LU K, LI S. An integrated in situ extraction-gas stripping process for acetone-butanol-ethanol (ABE) fermentation[J]. Journal of Taiwan Institution of Chemical Engineering, 2014, 45: 2106-2110. |
| 125 | LU K, CHIANG Y, WANG Y, et al. Performance of fed-batch acetone-butanol-ethanol (ABE) fermentation coupled with the integrated in situ extraction-gas stripping process and the fractional condensation[J]. Journal of Taiwan Institution of Chemical Engineering, 2016, 60: 119-123. |
| 126 | XUE C, DU G, SUN J, et al. Characterization of gas stripping and its integration with acetone-butanol-ethanol fermentation for high-efficient butanol production and recovery[J]. Biochemical Engineering Journal, 2014, 83: 55-61. |
| 127 | WEN H, CHEN H, CAI D, et al. Integrated in situ gas stripping-salting-out process for high-titer acetone-butanol-ethanol production from sweet sorghum bagasse[J]. Biotechnology for Biofuels, 2018, 11: 134. |
| 128 | WEN H, GAO H, ZHANG T, et al. Hybrid pervaporation and salting-out for effective acetone-butanol-ethanol separation from fermentation broth[J]. Bioresource Technology Reports, 2018, 2: 45-52. |
| 129 | CAI D, CHEN H, CHEN C, et al. Gas stripping-pervaporation hybrid process for energy-saving product recovery from acetone-butanol-ethanol (ABE) fermentation broth[J]. Chemical Engineering Journal, 2016, 287: 1-10. |
| 130 | XUE C, LIU F, XU M, et al. A novel in situ gas striping-pervaporation process integrated with acetone-butanol-ethanol fermentation for hyper n-butanol production[J]. Biotechnology and Bioengineering, 2016, 133: 120-129. |
| 131 | SI Z, SHAN H, HU S, et al. Recovery of ethanol via vapor phase by polydimethylsiloxane membrane with excellent performance[J]. Chemical Engineering Research and Design, 2018, 136: 324-333. |
| 132 | XUE C, WANG Z, WANG S, et al. The vital role of citrate buffer in acetone-butanol-ethanol (ABE) fermentation using corn stover and high-efficient product recovery by vapor stripping-vapor permeation (VSVP) process[J]. Biotechnology for Biofuels, 2016, 9: 146. |
| 133 | CAI D, ZHANG T, ZHENG J, et al. Biobutanol from sweet sorghum bagasse hydrolysate by a hybrid pervaporation process[J]. Bioresource Technology, 2013, 145: 97-102. |
| 134 | ZHU C, CHEN L, XUE C, et al. A novel close-circulating vapor stripping-vapor permeation technique for boosting biobutanol production and recovery[J]. Biotechnology for Biofuels, 2018, 11: 128. |
| 135 | MUSAMURA M, KATAOKA H, SUEKI M, et al. Energy saving effect of pervaporation using oleyl alcohol liquid membrane in butanol purification[J]. Bioprocess Engineering, 1988, 3: 93-100. |
| 136 | LUYBEN W L. Control of the heterogeneous azeotropic n-buatnol/water distillation system[J]. Energy & Fuels, 2008, 22: 4249-4258. |
| 137 | SEADER J D, SIIROLA J J, BARNICKI S D. Distillation [M]//PERRY R H, GREEN D W. Chemical engineers’ handbook. New York: McGraw Hill, 1997. |
| 138 | HECKE W VAN, VANDEZANDE P, CLAES S, et al. Integrated bioprocess for long-term continuous cultivation of Clostridium acetobuyylicum coupled to pervaporation with PDMS composite membranes[J]. Bioresource Technology, 2012, 111: 368-377. |
| 139 | HECKE W VAN, HOFMANN T, DE WEVER H. Pervaporative recovery of ABE during continuous cultivation: enhancement of performance[J]. Bioresource Technolongy, 2013, 129: 421-429. |
| 140 | HECKE W VAN, VANDEZANDE P, DUBREUIL M, et al. Biobutanol production from C5/C6 carbohydrates integrated with pervaporation: experimental results and conceptual plant design[J]. Journal of Industria Microbiology & Biotechnology, 2016, 43: 25-36. |
| 141 | HECKE W VAN, JOSSEN-MEYVIS E, BECKERS H, et al. Prospects & potential of biobutanol production integrated with organophilic pervaporation-a techno-economic assessment[J]. Applied Energy, 2018, 228: 437-449. |
| 142 | PEREIRA G C Q, BREZ D S, HAMAGUCHI M, et al. Process design and economics of a flexible ethanol-butanol plant annexed to a eucalyptus kraft pulp mill[J]. Bioresource Technology, 2018, 250: 345-354. |
| 143 | BÎLDEA C S, PATRAŞCU I, HERNANDEZ J G S, et al. Enhanced down-stream processing of biobutanol in the ABE fermentation process[J]. Computer Aided Chemical Engineering, 2016, 38: 979-984. |
| 144 | PATRAŞCU I, BÎLDEA C S, KISS A A. Eco-efficient downstream processing of biobutanol by enhanced process intensification and integration[J]. ACS Sustainable Chemistry & Engineering, 2018, 6: 5452-5461. |
| 145 | DÍAZ V H G, TOST G O. Energy efficiency of acetone, butanol and ethanol (ABE) recovery by heat-integrated distillation[J]. Bioprocess Biosystem and Engineering, 2018, 41: 395-405. |
| 146 | GONZÁLEZ-BRAVO R, SÁNCHEZ-RAMÍREZ E, QUIREZ-RAMÍREZ J J, et al. Total heat integration in the biobutanol separation process[J]. Industrial & Engineering Chemical Research, 2016, 55: 3000-3012. |
| 147 | PATRAŞCU I, BÎLDEA C S, KISS A A. Eco-efficient butanol separation in the ABE fermentation process[J]. Separation and Purification Technology, 2017, 177: 49-61. |
| 148 | XIA H, YE Q, FENG S, et al. Energy-efficient design of downstream separation to produce n-butanol by several heat integrated technologies[J]. Industrial & Engineering Chemical Research, 2018, 57: 13205-13216. |
| 149 | PATRAŞCU I, BÎLDEA C S, KISS A A. Heat pump assisted azeotropic DWC for enhanced biobutanol separation[J]. Computer Aided Chemical Engineering, 2018, 43: 791-796. |
| 150 | MERWE A B VAN DER, CHENG H, GÖRGENS J F, et al. Comparison of energy efficiency and economics of process designs for biobutanol production from sugarcane molasses[J]. Fuel, 2013, 105: 451-458. |
| 151 | KRAEMER K, HARWARDT A, BRONNEBERG R, et al. Separation of butanol from acetone-butanol ethanol fermentation by a hybrid extraction-distillation process[J]. Computers & Chemical Engineering, 2011, 35: 949-963. |
| 152 | DÍAZ V H G, TOST G O. Techno-economic analysis of extraction-based separation systems for acetone, butanol and ethanol recovery[J]. Bioresource and Bioprocess, 2017, 4: 12. |
| 153 | AVE G D, ADAMS II T A. Techno-economic comparison of acetone-butanol-ethanol fermentation using various extractants[J]. Energy Conversion and Management, 2018, 156: 288-300. |
| 154 | ERRICO M, SÁNCHEZ-RAMÍREZ E, QUIROZ-RAMÍREZ J J, et al. Multiobjective optimal acetone-butanol-ethanol separation systems using liquid-liquid extraction-assisted divided wall columns[J]. Industrial & Engineering Chemical Research, 2017, 56: 11575-11583. |
| 155 | ZHANG C, PANG S, LV M, et al. Reduction of wastewater discharge toward second-generation acetone-butanol-ethanol production: broth recycling by the fermentation pervaporation hybrid process[J]. Energy & Fuels, 2019, 33(2): 1210-1218. |
| 156 | CAI D, DONG Z, WANG Y, et al. Co-generation of microbial lipid and bio-butanol from corn cob bagasse in an environmentally friendly biorefinery process[J]. Bioresource Technology, 2016, 216: 345-351. |
| 157 | SHANG S, CAI D, HAN J, et al. An organic solvents free bio-lipids extraction process using non-woven fabric from pretreated fermentation broth[J]. Chemical Engineering Journal, 2015, 270: 223-228. |
| 158 | CAI D, DONG Z, HAN J, et al. Co-generation of bio-butanol and bio-lipids under a hybrid process[J]. Green Chemistry, 2016, 18(5): 1377-1386. |
| 159 | HU S, GUAN Y, CAI D, et al. A novel method for furfural recovery via gas stripping assisted vapor permeation by a polydimethylsiloxane membrane[J]. Scientific Reports, 2015, 5: 9428. |
| 160 | FRIDRICH B, STUART M C A, BARTA K. Selective coupling of bioderived aliphatic alcohols with acetone using hydrotalcite derived Mg-Al porous metal oxide and Raney nickel[J]. ACS Sustainable Chemistry & Engineering, 2018, 6(7): 8468-8475. |
| 161 | GONG Y, SHEN C, WANG J, et al. Improved selectivity of long-chain products from aqueous acetone-butanol-ethanol mixture over high water resistant catalyst based on hydrophobic SBA-16[J]. ACS Sustainable Chemistry & Engineering, 2019, 7(12): 10323-10331. |
| 162 | WANG Y, PENG M, ZHANG J, et al. Selective production of phase-separable product from a mixture of biomass-derived aqueous oxygenates[J]. Nature Communications, 2018, 9: 5183. |
| 163 | XUE C, LIU M, GUO X, et al. Bridging chemical- and bio-catalysis: high-value liquid transportation fuel production from renewable agricultural residues[J]. Green Chemistry, 2017, 19: 660-669. |
| 164 | XIE S, FU C, SONG W, et al. Highly efficient synthesis and separation of fuel precursors from the concentrated ABE fermentation broth in a biphasic catalytic process[J]. Fuel, 2019, 242: 41-49. |
| 165 | ANBARASAN P, BAER Z C, SREEKUMAR S, et al. Integration of chemical catalysis with extractive fermentation to produce fuels[J]. Nature, 2012, 491: 235-239. |
| 166 | CHEN C, CAI D, QIN P, et al. Bio-plasticizer production by hybrid acetone-butanol-ethanol fermentation with full cell catalysis of Candida sp. 99-125[J]. Bioresource Technology, 2018, 257: 217-222. |
| 167 | CHEN C, CHEN H, SUN G, et al. Oleate esters production by bridging Clostridium acetobutylicum fermentation and Candida sp. 99-125 full-cell catalysis based on gas stripping-pervaporation unite[J]. Process Biochemistry, 2018, 71: 12-17. |
| 168 | CHEN C, CAI D, CHEN H, et al. Simultaneous acetone-butanol-ethanol fermentation, gas stripping, and full-cell-catalyzed esterification for effective production of butyl oleate[J]. Bioprocess and Biosystems Engineering, 2018, 41(9): 1329-1336. |
| 169 | LIN T C, LEE Y H. Modeling and dynamic optimization of semi-batch acetone-butanol-ethanol fermentation with in-situ pervaporation membrane separations[J]. Smart Science, 2017, 5(4): 179-193. |
| 170 | LIM J, BYUN H E, KIM B, et al. Dynamic modeling of acetone-butanol-ethanol fermentation with ex situ butanol recovery (ESBR) using glucose/xylose mixtures[J]. Industrial & Engineering Chemistry Research, 2020, 59 (6): 2581-2592. |
| 171 | DÍAZ V H G, STOSCH M VON, WILLIS M J. Butanol production via vacuum fermentation: an economic evaluation of operating strategies[J]. Chemical Engineering Science, 2019, 195: 707-719. |
| [1] | 张凤岐, 崔成东, 鲍学伟, 朱炜玄, 董宏光. 胺液吸收-分步解吸脱硫工艺的设计与评价[J]. 化工进展, 2023, 42(S1): 518-528. |
| [2] | 孙玉玉, 蔡鑫磊, 汤吉海, 黄晶晶, 黄益平, 刘杰. 反应精馏合成甲基丙烯酸甲酯工艺优化及节能[J]. 化工进展, 2023, 42(S1): 56-63. |
| [3] | 李梦圆, 郭凡, 李群生. 聚乙烯醇生产中回收工段第三、第四精馏塔的模拟与优化[J]. 化工进展, 2023, 42(S1): 113-123. |
| [4] | 张帆, 陶少辉, 陈玉石, 项曙光. 基于改进恒热传输模型的精馏模拟初始化[J]. 化工进展, 2023, 42(9): 4550-4558. |
| [5] | 汪东, 于品华, 陈斌, 肖昂, 陈锋, 江洋洋. 环己酮生产中的环己烷三效精馏节能优化[J]. 化工进展, 2023, 42(5): 2245-2251. |
| [6] | 陈伟良, 高鑫, 李洪, 李鑫钢. 泡沫碳化硅波纹规整填料骨架结构对其传质性能的影响机理[J]. 化工进展, 2023, 42(5): 2289-2297. |
| [7] | 常晓青, 彭东来, 李东洋, 张延武, 王景, 张亚涛. MOFs基丙烯/丙烷高效分离混合基质膜研究进展[J]. 化工进展, 2023, 42(4): 1961-1973. |
| [8] | 杜金泽, 李源森, 蔡思超, 何林, 王成扬, 李鑫钢. 有机精馏釜残无害化处理与资源化转化研究进展与思考[J]. 化工进展, 2023, 42(2): 559-574. |
| [9] | 徐丽洁, 刘豪杰, 薛瑞, 周小力, 周杰, 钱秀娟, 董维亮, 姜岷. 多学科交叉助力废塑料生物法循环回收利用[J]. 化工进展, 2022, 41(9): 5029-5036. |
| [10] | 向晟, 王超, 庄钰, 顾偲雯, 张磊, 都健. 变压精馏分离乙酸甲酯-甲醇-乙酸乙酯体系的设计与控制[J]. 化工进展, 2022, 41(8): 4065-4076. |
| [11] | 朱晓, 朱军勇, 张亚涛. 金属有机骨架/聚酰胺薄层纳米复合膜的研究进展[J]. 化工进展, 2022, 41(8): 4314-4326. |
| [12] | 代敏, 杨福胜, 张早校, 刘桂莲, 冯霄. 基于多策略集成优化算法的己烷油精馏过程3E多目标优化[J]. 化工进展, 2022, 41(6): 2852-2863. |
| [13] | 蔡思超, 周静, 杜金泽, 李方舟, 李源森, 何林, 李鑫钢, 王成扬. 煤化工酚基精馏釜残资源化利用过程初步分析[J]. 化工进展, 2022, 41(6): 3360-3371. |
| [14] | 韩文韬, 韩振为, 李洪, 高鑫, 李鑫钢. 乙酰丙酸乙酯的反应精馏模型及隔壁塔节能优化设计[J]. 化工进展, 2022, 41(4): 1759-1769. |
| [15] | 李春利, 田昕, 李浩, 胡雨奇. 高沸点热敏体系精馏过程的研究进展[J]. 化工进展, 2022, 41(4): 1704-1714. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||