Chemical Industry and Engineering Progress ›› 2024, Vol. 43 ›› Issue (6): 3029-3041.DOI: 10.16085/j.issn.1000-6613.2023-0750
• Energy processes and technology • Previous Articles
Analysis of flue gas deep waste heat recovery with cooperative flue gas pressure control for alkane dehydrogenation heating furnace
MU Lianbo1( ), WANG Suilin1(), LU Junhui1, LIU Guichang2, ZHAO Liqiu3, LIU Jincheng3, HAO Anfeng3, ZHANG Tong4
), WANG Suilin1(), LU Junhui1, LIU Guichang2, ZHAO Liqiu3, LIU Jincheng3, HAO Anfeng3, ZHANG Tong4
- 1.School of Environmental and Energy Engineering, Beijing University of Civil Engineering and Architecture, Beijing 100044, China
2.Department of Chemical Engineering, Dalian University of Technology, Dalian 116023, Liaoning, China
3.Shandong Chambroad Petrochemicals Co. , Ltd. , Binzhou 256500, Shandong, China
4.Xinjiang Qima Mountain Thermal Power Co. , Ltd. , Urumqi 830063, Xinjiang, China
-
Received:2023-05-08Revised:2023-06-27Online:2024-07-02Published:2024-06-15 -
Contact:WANG Suilin
烷烃脱氢加热炉排烟余热深度回收协同烟压控制性能分析
穆连波1(), 王随林1(), 鲁军辉1, 刘贵昌2, 赵立秋3, 刘锦程3, 郝安峰3, 张彤4
- 1.北京建筑大学环境与能源工程学院,北京 100044
2.大连理工大学化工学院,辽宁 大连 116023
3.山东京博石油化工有限公司,山东 滨州 256500
4.新疆骑马山热力有限公司,新疆 乌鲁木齐 830063
-
通讯作者:王随林 -
作者简介:穆连波(1984—),男,博士研究生,高级工程师,研究方向为工业余热高效利用与节能。E-mail:mulianbo@bucea.edu.cn。 -
基金资助:北京学者计划(2015022);北京市教育委员会科研计划(KM202310016006);北京建筑大学博士研究生科研能力提升项目(DG2022015);新疆维吾尔自治区重大科技专项(2022A01002-4)
CLC Number:
Cite this article
MU Lianbo, WANG Suilin, LU Junhui, LIU Guichang, ZHAO Liqiu, LIU Jincheng, HAO Anfeng, ZHANG Tong. Analysis of flue gas deep waste heat recovery with cooperative flue gas pressure control for alkane dehydrogenation heating furnace[J]. Chemical Industry and Engineering Progress, 2024, 43(6): 3029-3041.
穆连波, 王随林, 鲁军辉, 刘贵昌, 赵立秋, 刘锦程, 郝安峰, 张彤. 烷烃脱氢加热炉排烟余热深度回收协同烟压控制性能分析[J]. 化工进展, 2024, 43(6): 3029-3041.
share this article
Add to citation manager EndNote|Ris|BibTeX
URL: https://hgjz.cip.com.cn/EN/10.16085/j.issn.1000-6613.2023-0750
| 燃料气成分 | 体积分数/% |
|---|---|
| CH4 | 16.88 |
| C2H6 | 13.19 |
| C2H4 | 5.65 |
| C3H8 | 0.94 |
| C3H6 | 0.39 |
| n-C4H10 | 0.09 |
| i-C4H10 | 1.66 |
| C4H8 | 0.08 |
| n-C5H12 | 0.03 |
| C6H14 | 0.01 |
| O2 | 1.88 |
| N2 | 14.04 |
| H2 | 44.62 |
| CO | 0.44 |
| CO2 | 0.09 |
| H2S | ≤0.01 |
| 燃料气成分 | 体积分数/% |
|---|---|
| CH4 | 16.88 |
| C2H6 | 13.19 |
| C2H4 | 5.65 |
| C3H8 | 0.94 |
| C3H6 | 0.39 |
| n-C4H10 | 0.09 |
| i-C4H10 | 1.66 |
| C4H8 | 0.08 |
| n-C5H12 | 0.03 |
| C6H14 | 0.01 |
| O2 | 1.88 |
| N2 | 14.04 |
| H2 | 44.62 |
| CO | 0.44 |
| CO2 | 0.09 |
| H2S | ≤0.01 |
| 排烟温度/℃ | 过量空气系数 | 烟气成分的体积分数 | |||||
|---|---|---|---|---|---|---|---|
| N2/% | H2O/% | CO2/% | O2/% | NO x (标准状况)/mg·m-3 | SO2(标准状况)/mg·m-3 | ||
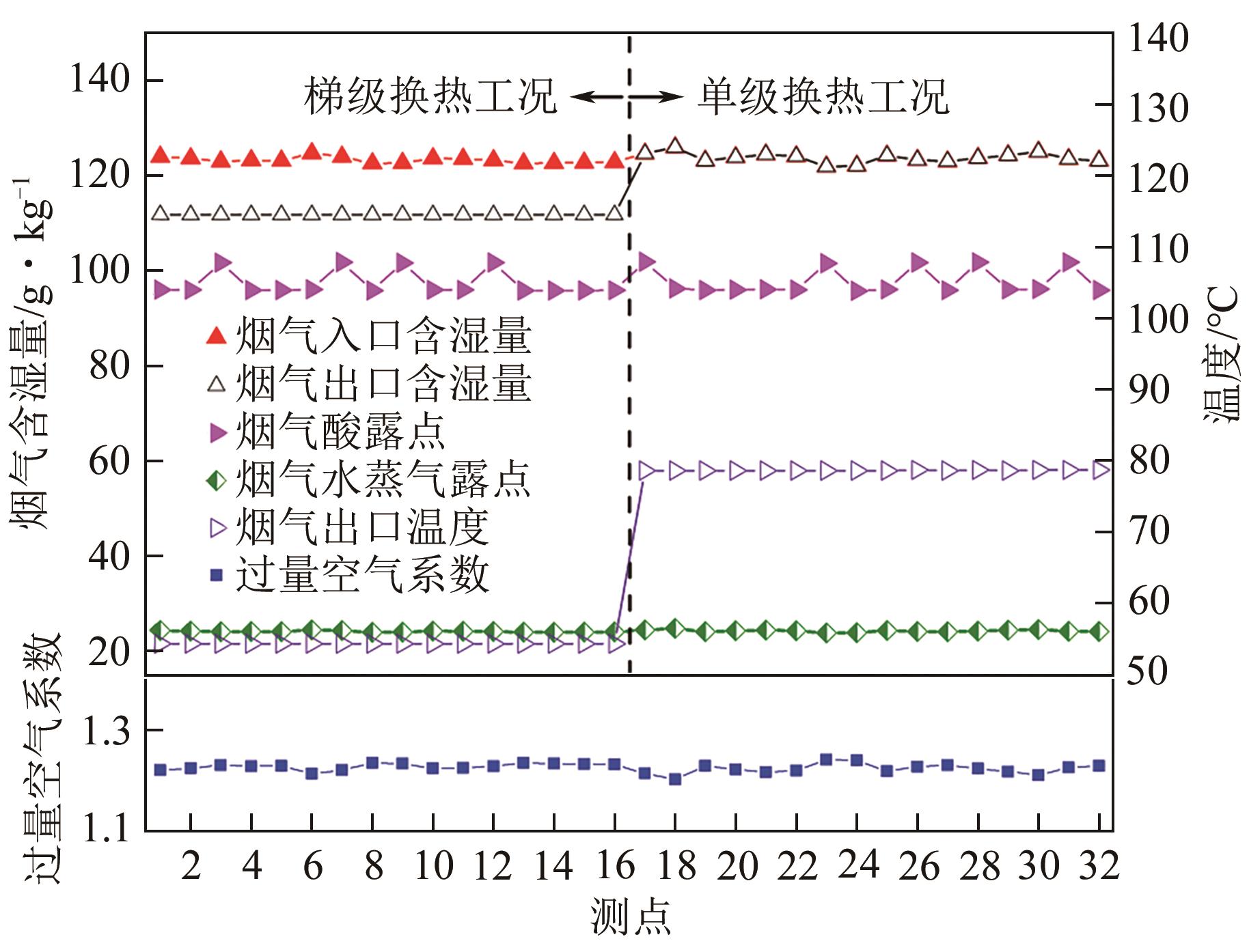
| 176~185 | 1.1~1.3 | 71~72.5 | 16~18.5 | 7.1~8.2 | 1.7~4.3 | 36~132 | ≤6.3 |
| 排烟温度/℃ | 过量空气系数 | 烟气成分的体积分数 | |||||
|---|---|---|---|---|---|---|---|
| N2/% | H2O/% | CO2/% | O2/% | NO x (标准状况)/mg·m-3 | SO2(标准状况)/mg·m-3 | ||
| 176~185 | 1.1~1.3 | 71~72.5 | 16~18.5 | 7.1~8.2 | 1.7~4.3 | 36~132 | ≤6.3 |
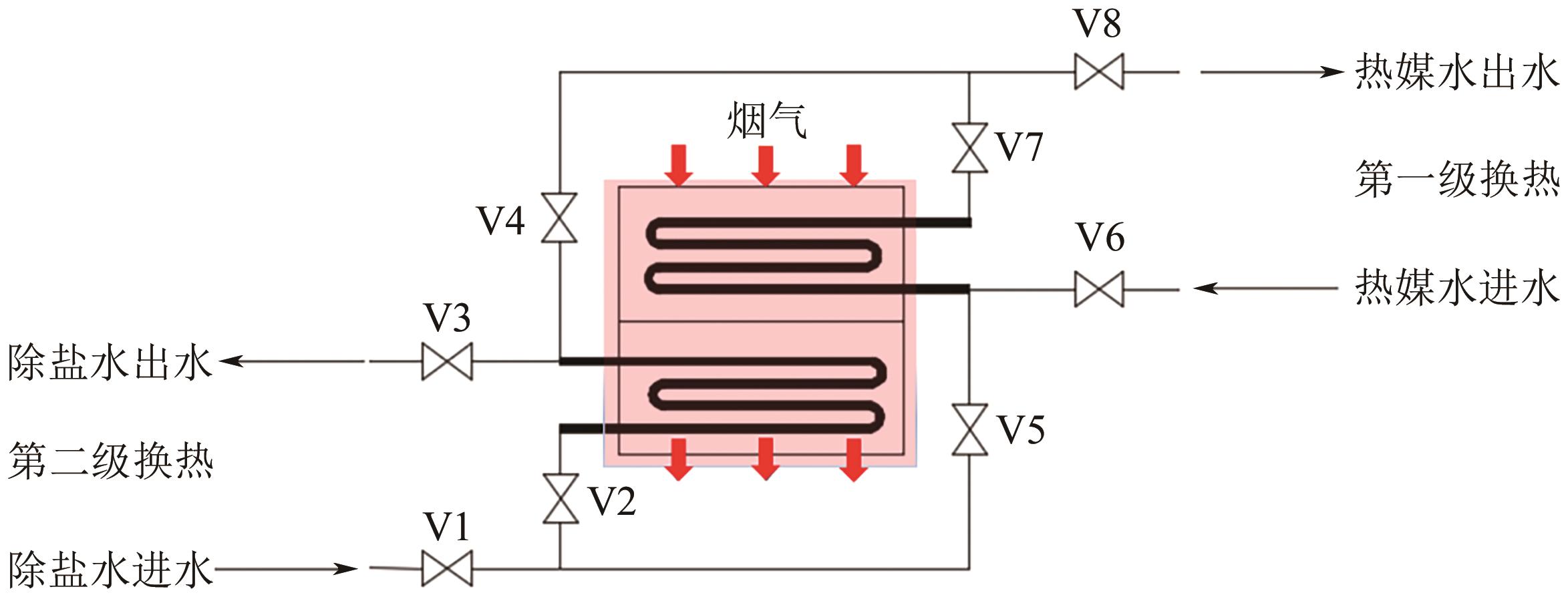
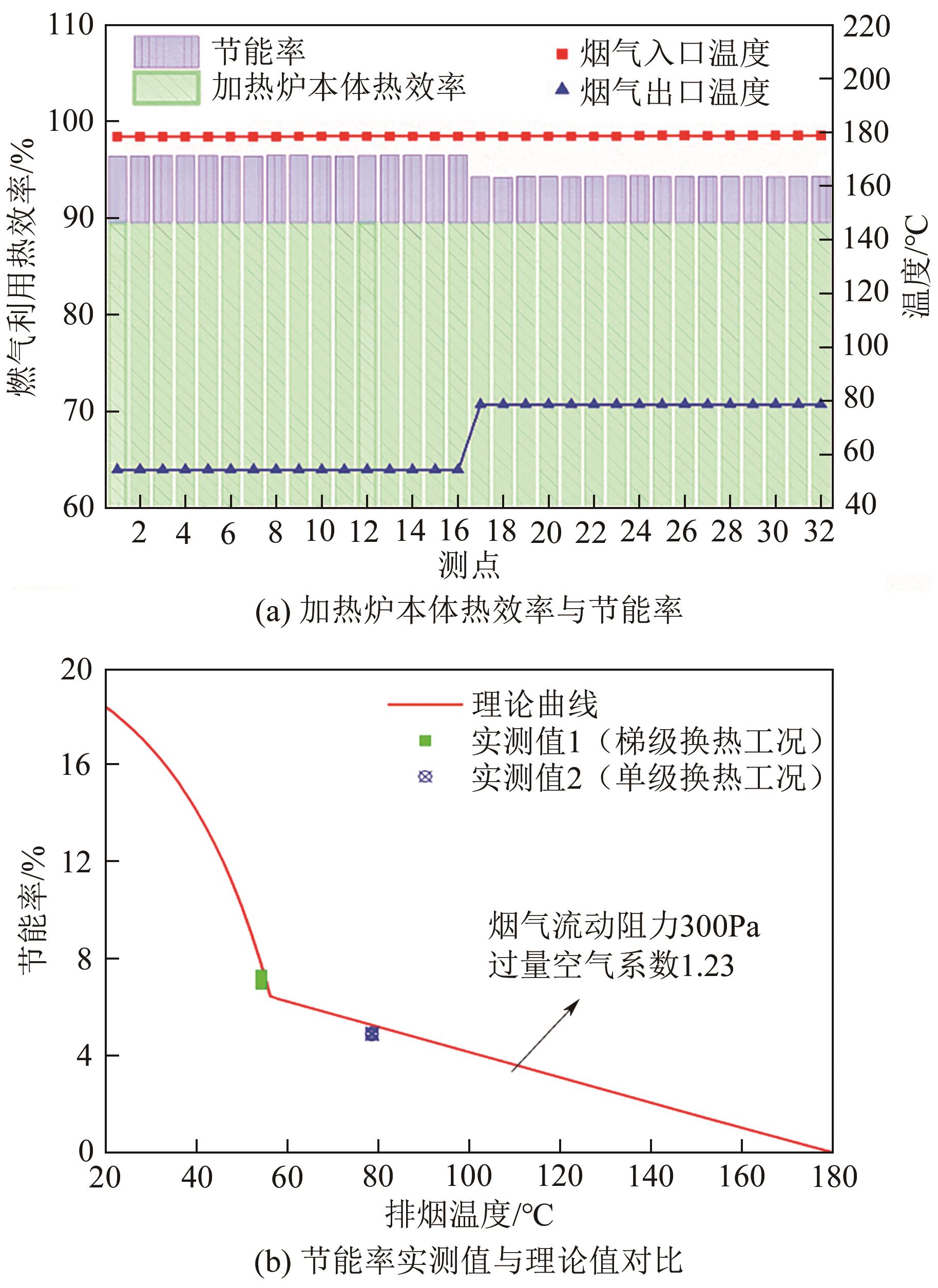
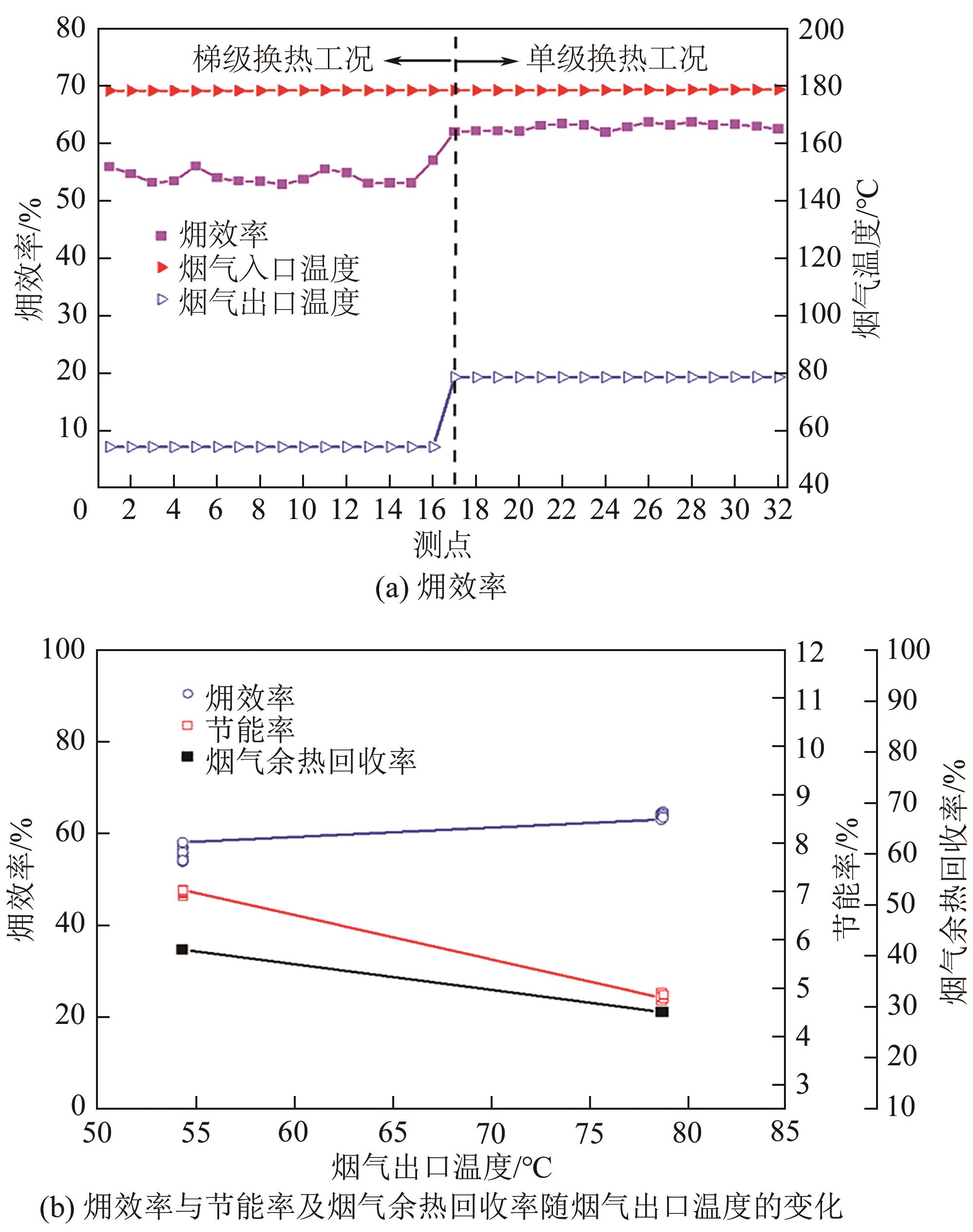
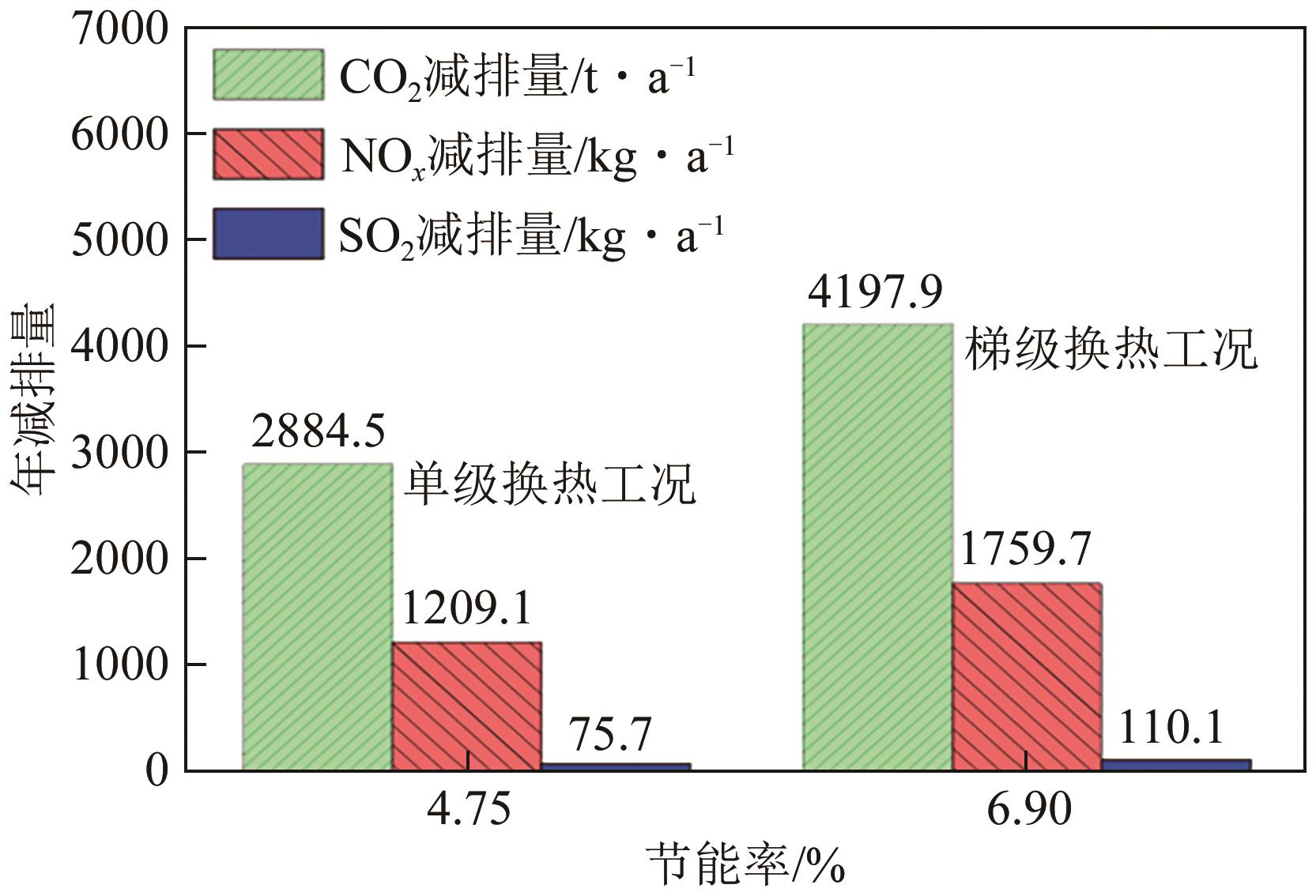
| 名称 | 梯级换热工况 | 单级换热工况 |
|---|---|---|
| 标准状况下燃料气总流量/m³·h-1 | 6100 | 6100 |
| 标准状况下烟气流量/m³·h-1 | 54439 | 54439 |
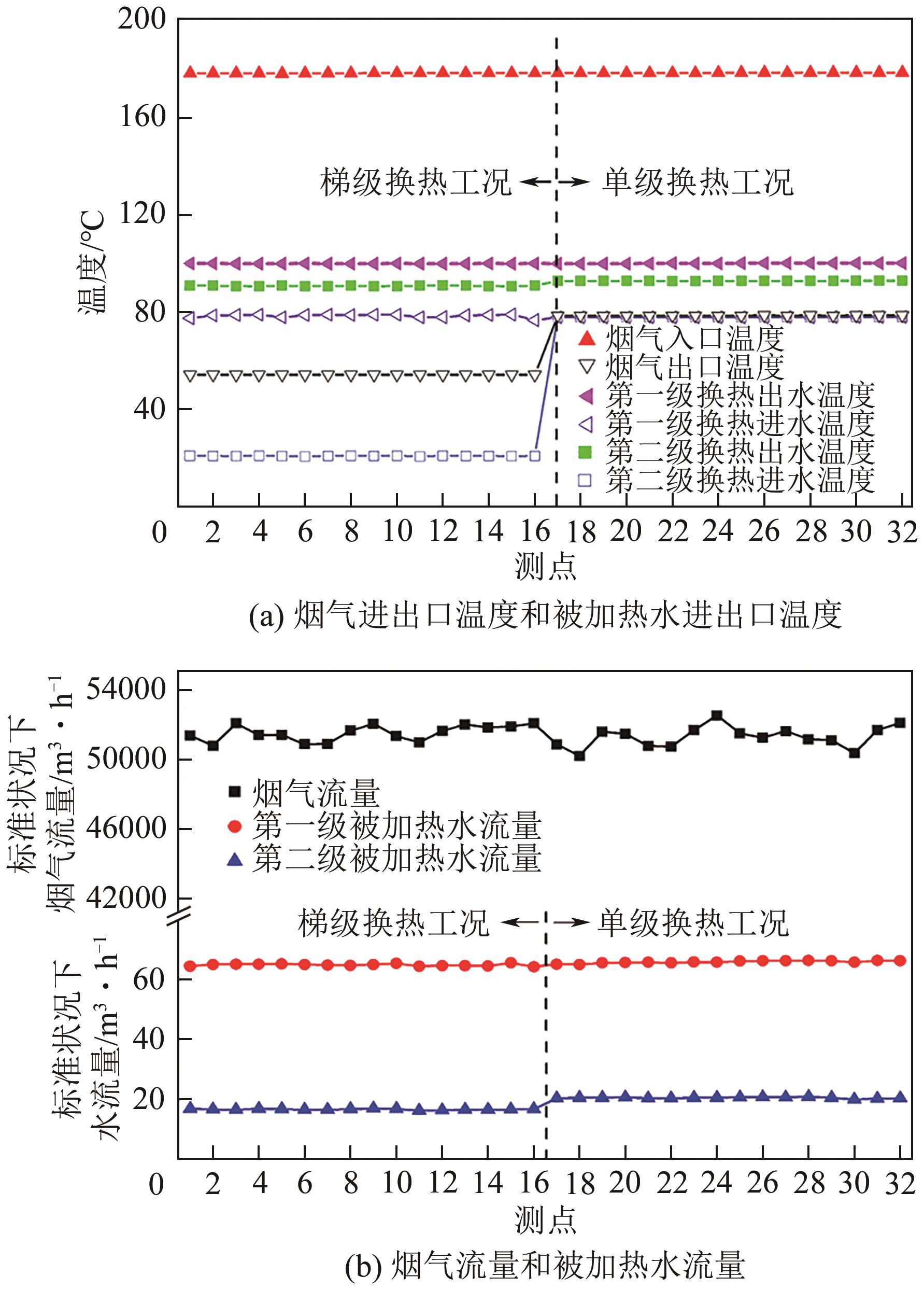
| 烟气进口温度/℃ | 180 | 180 |
| 烟气出口温度/℃ | 55 | 80 |
| 被加热介质 | 热媒水,低温除盐水 | 热媒水 |
| 被加热水流量/m³·h-1 | 热媒65,低温除盐17 | 100 |
| 进水温度/℃ | 热媒75,低温除盐20 | 75 |
| 出水温度/℃ | 热媒98.3,低温除盐91 | 95 |
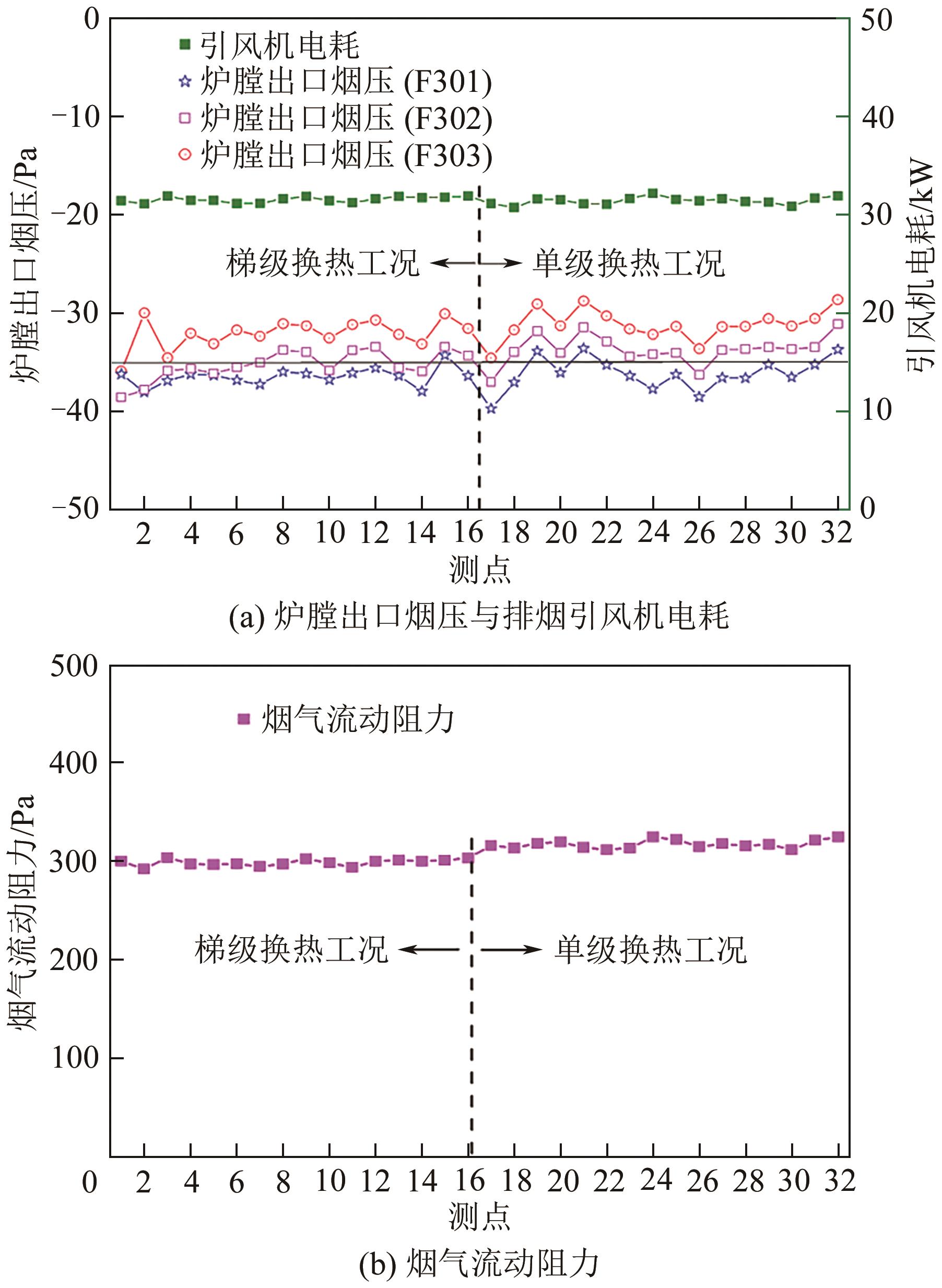
| 引风机额定功率/kW | 52 | 52 |
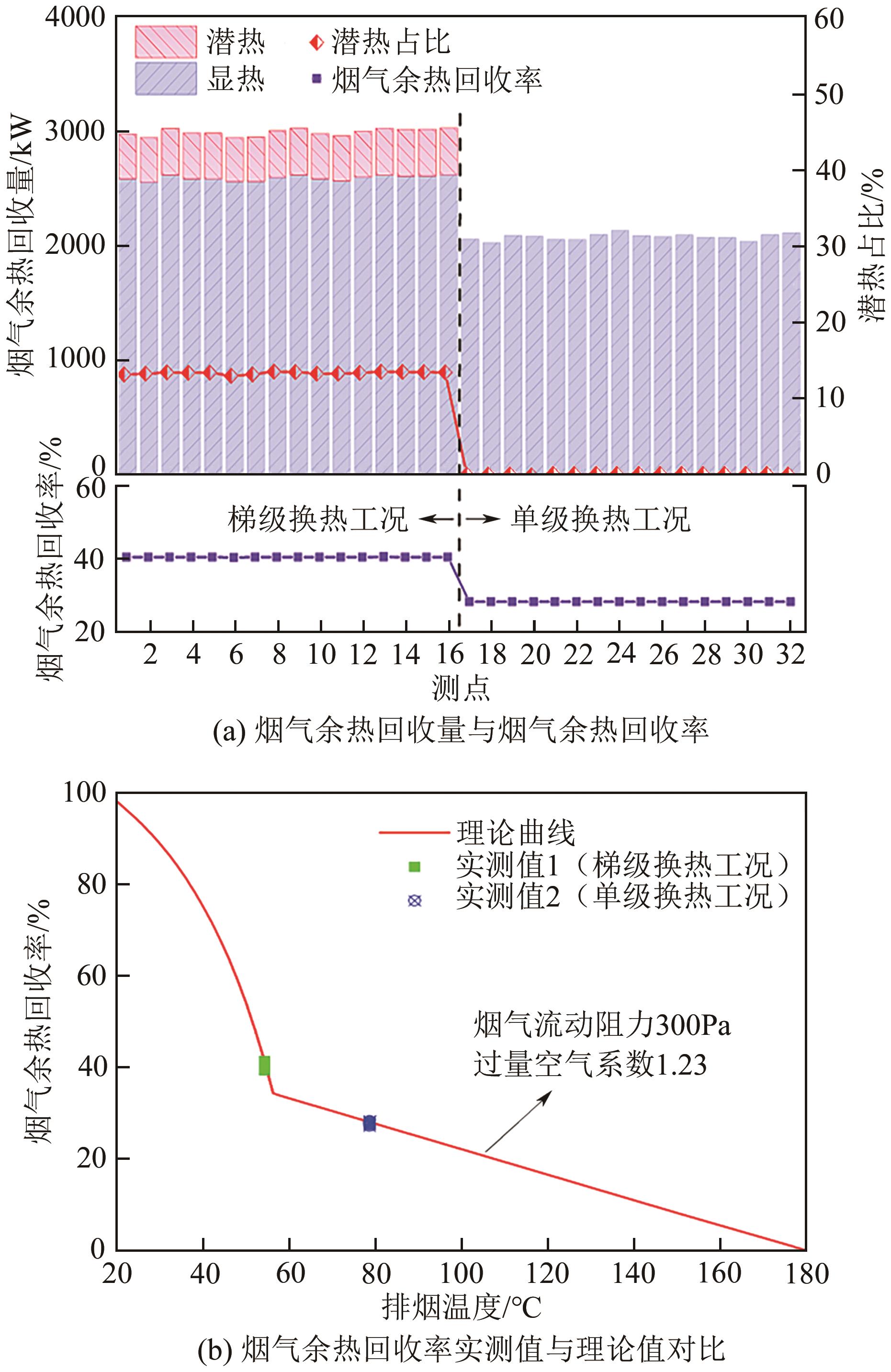
| 排烟余热量/kW | 8297 | 8297 |
| 烟气余热回收量/kW | 3166 | 2329 |
| 烟气余热回收率/% | 34.2 | 25.1 |
| 节能率/% | 6.8 | 4.9 |
| 名称 | 梯级换热工况 | 单级换热工况 |
|---|---|---|
| 标准状况下燃料气总流量/m³·h-1 | 6100 | 6100 |
| 标准状况下烟气流量/m³·h-1 | 54439 | 54439 |
| 烟气进口温度/℃ | 180 | 180 |
| 烟气出口温度/℃ | 55 | 80 |
| 被加热介质 | 热媒水,低温除盐水 | 热媒水 |
| 被加热水流量/m³·h-1 | 热媒65,低温除盐17 | 100 |
| 进水温度/℃ | 热媒75,低温除盐20 | 75 |
| 出水温度/℃ | 热媒98.3,低温除盐91 | 95 |
| 引风机额定功率/kW | 52 | 52 |
| 排烟余热量/kW | 8297 | 8297 |
| 烟气余热回收量/kW | 3166 | 2329 |
| 烟气余热回收率/% | 34.2 | 25.1 |
| 节能率/% | 6.8 | 4.9 |

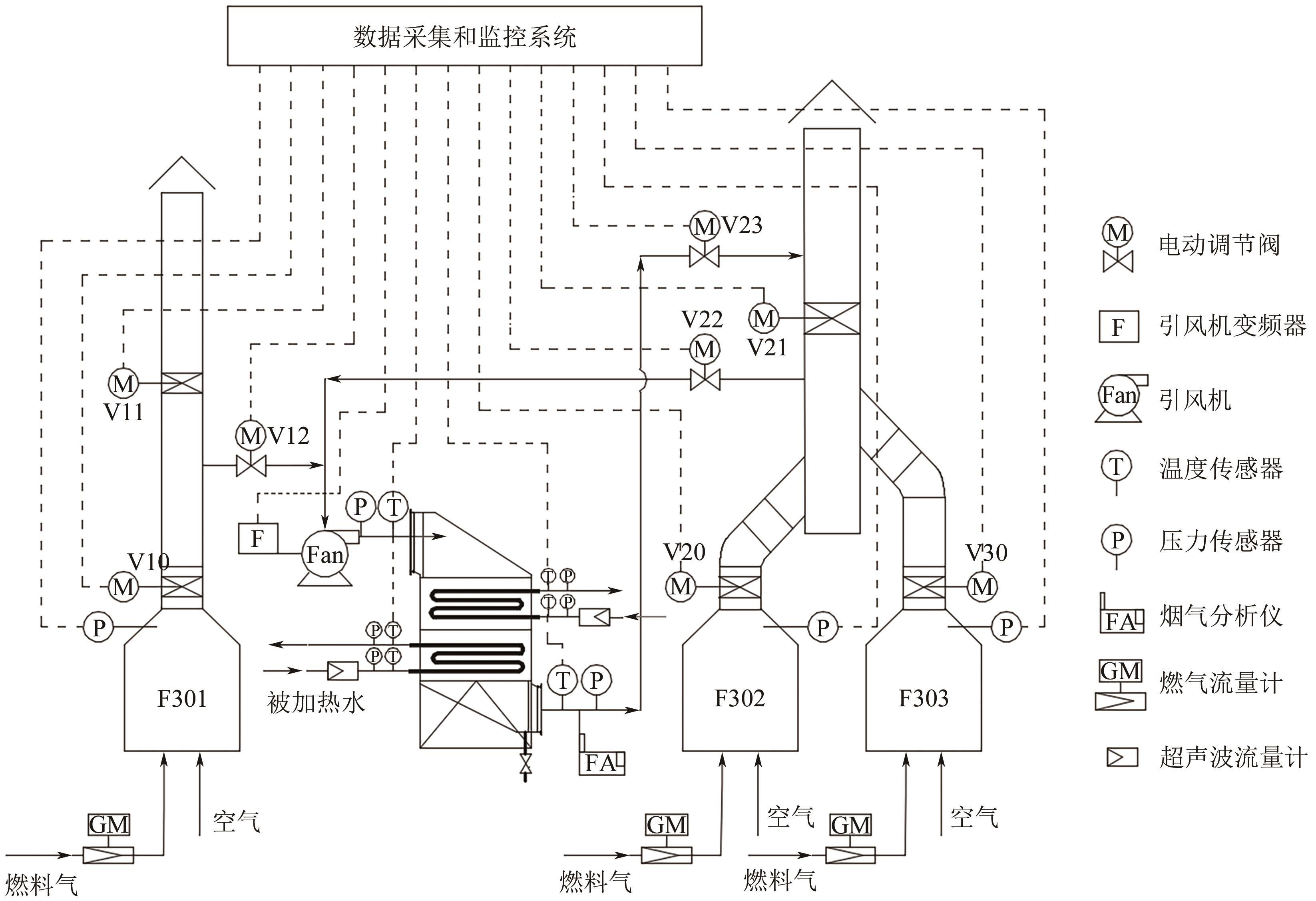
| 编号 | 检测仪器 | 型号 | 精度 | 数量 | 主要检测参数 |
|---|---|---|---|---|---|
| 1 | 燃气流量计 | FCM | ±0.5% | 3 | 燃料气流量 |
| 2 | 烟气分析仪 | Ecom-J2KN | O2:±0.2% CO2:±0.3% NO x :±2μg/g SO2:±5μg/g | 1 | 烟气成分 |
| 3 | 超声波流量计 | PF300 | ±1% | 2 | 被加热水流量 |
| 4 | 铂电阻 | Pt100 | ±0.01℃ | 6 | 被加热水温度 |
| 5 | 铠装热电偶 | T-type | ±0.1℃ | 40 | 烟气温度 |
| 6 | Agilent数据采集仪 | HP34970A | — | 1 | 采集烟温、水温 |
| 7 | 温湿度测量仪 | Ecom-TFS | ±0.1℃,0.1% | 1 | 空气温度、湿度 |
| 8 | 电子微压计 | Ecom-DPH | ±3% | 1 | 烟气压力 |
| 9 | 钳形功率计 | UT231 | ±5% | 1 | 引风机电耗 |
| 编号 | 检测仪器 | 型号 | 精度 | 数量 | 主要检测参数 |
|---|---|---|---|---|---|
| 1 | 燃气流量计 | FCM | ±0.5% | 3 | 燃料气流量 |
| 2 | 烟气分析仪 | Ecom-J2KN | O2:±0.2% CO2:±0.3% NO x :±2μg/g SO2:±5μg/g | 1 | 烟气成分 |
| 3 | 超声波流量计 | PF300 | ±1% | 2 | 被加热水流量 |
| 4 | 铂电阻 | Pt100 | ±0.01℃ | 6 | 被加热水温度 |
| 5 | 铠装热电偶 | T-type | ±0.1℃ | 40 | 烟气温度 |
| 6 | Agilent数据采集仪 | HP34970A | — | 1 | 采集烟温、水温 |
| 7 | 温湿度测量仪 | Ecom-TFS | ±0.1℃,0.1% | 1 | 空气温度、湿度 |
| 8 | 电子微压计 | Ecom-DPH | ±3% | 1 | 烟气压力 |
| 9 | 钳形功率计 | UT231 | ±5% | 1 | 引风机电耗 |
| 1 | 国家统计局. 中华人民共和国2022年国民经济和社会发展统计公报[EB/OL]. (2023-02-28) [2023-04-10]. . |
| 2 | 刘朝全, 姜学峰, 吴谋远. 2021年国内外油气行业发展报告[M]. 北京: 石油工业出版社, 2022. |
| LIU Chaoquan, JIANG Xuefeng, WU Mouyuan. Development report of oil and gas industry at home and abroad in 2021[M]. Beijing: Petroleum Industry Press, 2022. | |
| 3 | JEGLA Z, KOHOUTEK J, STEHLÍK P. Global algorithm for systematic retrofit of tubular process furnaces[J]. Applied Thermal Engineering, 2003, 23(14): 1797-1805. |
| 4 | WORRELL E, GALITSKY C. Energy efficiency improvement and cost saving opportunities for petroleum refineries[R]. Office of Scientific & Technical Information Technical Reports, 2005. |
| 5 | ZHAO Shujie, ZHAO Dongfeng, SONG Qingbin. Comparative lifecycle greenhouse gas emissions and their reduction potential for typical petrochemical enterprises in China[J]. Journal of Environmental Sciences, 2022, 116: 125-138. |
| 6 | WANG Chunsheng, ZHOU Yan, LIANG Zejun, et al. Heat transfer simulation and thermal efficiency analysis of new vertical heating furnace[J]. Case Studies in Thermal Engineering, 2019, 13: 100414. |
| 7 | TIAN En, HE Yaling, TAO Wenguan. Research on a new type waste heat recovery gravity heat pipe exchanger[J]. Applied Energy, 2017, 188: 586-594. |
| 8 | WANG Ping, XIE Changfang, XU Shiming, et al. Application of energy-saving technology on furnaces of oil refining units[J]. Procedia Environmental Sciences, 2012, 12: 387-393. |
| 9 | ANASTASOVSKI A, RASKOVIĆ P, GUZOVIĆ Z. A review of heat integration approaches for organic Rankine cycle with waste heat in production processes[J]. Energy Conversion and Management, 2020, 221: 113175. |
| 10 | ZUO Wujun, ZHANG Xiaoyu, LI Yuzhong. Review of flue gas acid dew-point and related low temperature corrosion[J]. Journal of the Energy Institute, 2020, 93(4): 1666-1677. |
| 11 | 张群力, 黄昊天, 张琳, 等. 喷淋式烟气源热泵冷凝余热回收系统性能分析[J]. 化工进展, 2023, 42(2): 650-657. |
| ZHANG Qunli, HUANG Haotian, ZHANG Lin, et al. Analysis of condensation waste heat recovery system of spray flue gas source heat pump[J]. Chemical Industry and Engineering Progress, 2023, 42(2): 650-657. | |
| 12 | 李保良, 王景堂. 提高加氢裂化装置加热炉烟气余热回收效率改造应用[J]. 炼油技术与工程, 2019, 49(10): 21-24. |
| LI Baoliang, WANG Jingtang. Revamping for enhancing flue gas waste heat recovery efficiency of heaters of hydrocracking unit[J]. Petroleum Refinery Engineering, 2019, 49(10): 21-24. | |
| 13 | 唐桂华, 庄正宁. 炼油厂加热炉节能方案分析[J]. 化工机械, 2000(6): 352-354, 358. |
| TANG Guihua, ZHUANG Zhengning. Analysis of the energy-saving plan of the heaters in an oil refinery[J]. Chemical Engineering & Machinery, 2000, 27(6): 352-354, 358. | |
| 14 | 陈宣才, 刘立林, 米治宇, 等. 回收柴油和烟气余热降低加热炉燃料消耗[J]. 化工进展, 2009, 28(S1): 349-352. |
| CHEN Xuancai, LIU Lilin, MI Zhiyu, et al. Recovering diesel and flue gas waste heat for reducing the fuel consumption of heating furnace[J]. Chemical Industry and Engineering Progress, 2009, 28(S1): 349-352. | |
| 15 | 郝建峰, 薛飞. 组合式FAE换热器在石化加热炉节能改造中的应用[J]. 石油化工设备技术, 2019, 40(5): 7-9, 13. |
| HAO Jianfeng, XUE Fei. Application of combined fae exchanger in energy saving reconstruction of petrochemical heating furnace[J]. Petro-Chemical Equipment Technology, 2019, 40(5): 7-9, 13. | |
| 16 | 林吕荣, 詹永乐. 燃煤电厂余热回收利用及控白烟技术的应用[J]. 节能与环保, 2020(Z1): 92-94. |
| LIN Lvrong, ZHAN Yongle. Waste Heat Recovery and Utilization of Coal-fired Power plant and Application of White Smoke Control Technology[J]. Energy Conservation & Environmental Protection, 2020(Z1): 92-94. | |
| 17 | SHANKAR A R, SOLE R, THYAGARAJAN K, et al. Failure analysis of titanium heater tubes and stainless steel heat exchanger weld joints in nitric acid loop[J]. Engineering Failure Analysis, 2019, 99: 248-262. |
| 18 | 梁佳鹏, 左海滨, 张万龙, 等. 石墨烯-PFA复合材料换热器与金属换热器的传热性能对比[J]. 热科学与技术, 2022, 21(1): 51-56. |
| LIANG Jiapeng, ZUO Haibin, ZHANG Wanlong, et al. Comparison of heat transfer performance between graphene-PFA composite material heat exchanger and metal heat exchanger[J]. Journal of Thermal Science and Technology, 2022, 21(1): 51-56. | |
| 19 | AMER M, CHEN M R, SAJJAD U, et al. Experiments for suitability of plastic heat exchangers for dehumidification applications[J]. Applied Thermal Engineering, 2019, 158: 113827. |
| 20 | REN Lu, CHENG Yanhai, FENG Shizhe, et al. Experimental study on corrosion-fouling relationship of Ni-W-P composite coating surface of heat exchanger[J]. Surface Topography-Metrology and Properties, 2019, 7: 015011. |
| 21 | LIU Zoudong, CHEN Zengchao, LI Wei, et al. Composite fouling characteristics on Ni-P-PTFE nanocomposite surface in corrugated plate heat exchanger[J]. Heat Transfer Engineering, 2020, 42(22): 1877-1888. |
| 22 | LI Bohang, XU Kaixin, SUN Wen, et al. Beyond graphene: Anticorrosion performance of fluorographene-filled perfluoro alkoxy alkane composite coatings for condensing heat exchanges[J]. Progress in Organic Coatings, 2022, 65: 106748. |
| 23 | LACO J I I, VILLOTA F C, MESTRES F L. Corrosion protection of carbon steel with thermoplastic coatings and alkyd resins containing polyaniline as conductive polymer[J]. Progress in Organic Coatings, 2004, 52(2): 151-160. |
| 24 | 李勃杭, 许凯欣, 孙文, 等. 改性氟化石墨烯增强氟树脂防腐蚀涂层的制备及性能[J]. 电镀与涂饰, 2022, 41(12): 868-876. |
| LI Bohang, XU Kaixin, SUN Wen, et al. Preparation and properties of modified fluorographene-reinforced anticorrosive fluororesin composite coating[J]. Electroplating & Finishing, 2022, 41(12): 868-876. | |
| 25 | 王随林, 刘贵昌, 温治, 等. 新型防腐镀膜烟气冷凝换热器换热实验研究[J]. 暖通空调, 2005, 35(2): 71-74. |
| WANG Suilin, LIU Guichang, WEN Zhi, et al. Heat transfer performance of condensing flue heat exchangers with anticorrosion films[J]. Heating Ventilating & Air Conditioning, 2005, 35(2): 71-74. | |
| 26 | WANG Suilin, WU Yuanyuan, Pan Shuyuan, et al. Impact of the anticorrosion films on the condensing heat transfer of flue gas in fin-tube heat exchangers[C]. The 14th International Heat Transfer Conference, Jardins du Pharo, 2010: 153-159. |
| 27 | LIU Guichang, YANG Lijun, WANG Sida, et al. Corrosion behavior of electroless deposited Ni-Cu-P coating in flue gas condensate[J]. Surface & Coatings Technology, 2010, 204(21/22): 3382-3386. |
| 28 | ZHANG Wei, WANG Suilin, MU Lianbo. Condensation heat transfer characteristics of flue gas on anti-corrosive coated finned tubes[J]. Applied Thermal Engineering, 2021, 189: 116672. |
| 29 | 穆连波, 王随林, 葛海霞, 等. 防腐表面特性对烟气凝结换热影响的实验研究[J]. 建筑节能, 2010, 38(12): 63-65, 80. |
| MU Lianbo, WANG Suilin, GE Haixia, et al. Experimental study on the anticorrosion surface characteristics effect on flue gas condensation heat transfer[J]. Building Energy Efficiency, 2010, 38(12): 63-65, 80. | |
| 30 | 钱家麟. 管式加热炉[M]. 2版. 北京:中国石化出版社, 2003. |
| QIAN Jialin. Tubular Heating Furnace[M]. 2nd ed. Beijing: China Petrochemical Press, 2003. | |
| 31 | 孙灵芳, 宫远洋. 火电机组锅炉炉膛负压优化策略研究[J]. 计算机仿真, 2017, 34(2): 170-174. |
| SUN Lingfang, GONG Yuanyang. Research on optimization strategy of boiler combustion chamber draft of thermal power unit[J]. Computer Simulation, 2017, 34(2): 170-174. | |
| 32 | ZHANG Ridong, LI Ping, XUE Anke, et al. A simplified linear iterative predictive functional control approach for chamber pressure of industrial coke furnace[J]. Journal of Process Control, 2010, 20(4): 464-471. |
| 33 | XIE Shanqing, WU Daohong. Design features of air and gas double preheating regenerative burner reheating furnace[J]. Energy Procedia, 2015, 66: 189-192. |
| 34 | 苏晨, 王文兰, 张家晖, 等. 炉膛压力控制系统控制策略优化研究[J]. 华电技术, 2014, 36(11): 13-16, 77. |
| SU Chen, WANG Wenlan, ZHANG Jiahui, et al. Study on optimization of control strategy of furnace pressure control system[J]. Huadian Technology, 2014, 36(11): 13-16, 77. | |
| 35 | 车得福. 冷凝式锅炉及其系统[M]. 北京: 机械工业出版社, 2002. |
| CHE Defu. Condensing boiler and its system[M]. Beijing: China Machine Press, 2002. | |
| 36 | ZHANG Yixin, WANG Suilin, ZHANG Wei, et al. Investigation of the condensation heat-transfer between the wet air and 3-D finned-tube heat exchanger surface with different anti-corrosion coatings[J]. Experimental Heat Transfer, 2022, 35: 399-418. |
| 37 | 薛殿华. 空气调节[M]. 北京: 清华大学出版社, 1991. |
| XUE Dianhua. Air conditioning[M]. Beijing: Tsinghua University Press, 1991. | |
| 38 | 住房和城乡建设部. 燃气锅炉烟气冷凝热能回收装置: [S]. 北京: 中国标准出版社, 2018. |
| Ministry of Housing and Urban-Rural Development of the People’s Republic of China. Flue gas condensing type heat exchanger units for gas-fired boilers: [S]. Beijing: Standards Press of China, 2018. | |
| 39 | 刘晖, 张洪涛, 肖红. 水饱和蒸汽压的Antoine方程常数的比较[J]. 内蒙古石油化工, 2009, 35(13): 32-34. |
| LIU Hui, ZHANG Hongtao, XIAO Hong. Comparison for Antoine equation constants of water-saturated vapor pressure[J]. Inner Mongolia Petrochemical Industry, 2009, 35(13): 32-34. | |
| 40 | 吴雪峰, 李安英, 高继峰, 等. 含硫烟气酸露点实验及预测模型研究[J]. 石油与天然气化工, 2021, 50(6): 58-63. |
| WU Xuefeng, LI Anying, GAO Jifeng, et al. Study on acid dew point experiment and model prediction for sulfide-containing flue gas[J]. Chemical Engineering of Oil & Gas, 2021, 50(6): 58-63. | |
| 41 | 邱振波, 胡伟. 燃气-蒸汽联合循环机组余热锅炉烟气酸露点温度计算[J]. 锅炉技术, 2019, 50(6): 13-16. |
| QIU Zhenbo, HU Wei. Calculation of acid dew point temperature for heat recovery steam generator of gas-steam combined cycle unit[J]. Boiler Technology, 2019, 50(6): 13-16. | |
| 42 | CHE Defu, LIU Yanhua, GAO Chunyang. Evaluation of retrofitting a conventional natural gas fired boiler into a condensing boiler[J]. Energy Conversion and Management, 2004, 45(20): 3251-3266. |
| 43 | 费业泰. 误差理论与数据处理[M]. 7版. 北京: 机械工业出版社, 2015. |
| FEI Yetai. Error theory and data processing[M]. 7th ed. Beijing: China Machine Press, 2015. |
| [1] | HU Yafei, FENG Ziping, TIAN Jiayao, SONG Wenji. Waste heat recovery performance of an air-source gas engine-driven heat pump system in multi-heating operation modes [J]. Chemical Industry and Engineering Progress, 2023, 42(8): 4204-4211. |
| [2] | LYU Jie, HUANG Chong, FENG Ziping, HU Yafei, SONG Wenji. Performance and control system of gas engine heat pump based on waste heat recovery [J]. Chemical Industry and Engineering Progress, 2023, 42(8): 4182-4192. |
| [3] | ZHANG Qunli, HUANG Haotian, ZHANG Lin, ZHAO Wenqiang, ZHANG Qiuyue. Analysis of condensation waste heat recovery system of spray flue gas source heat pump [J]. Chemical Industry and Engineering Progress, 2023, 42(2): 650-657. |
| [4] | ZHANG Qunli, WANG Yushi, ZHAI Hongbao, GUO Yingjie, ZHANG Qiuyue, HUANG Haotian. Analysis of heat pump flue gas waste heat recovery and nitrogen reduction system [J]. Chemical Industry and Engineering Progress, 2023, 42(12): 6600-6608. |
| [5] | MA Youfu, WANG Ziwen, LYU Junfu. Simulation of off-design performance of an efficient power generation system with cold-ends optimization using hot air recirculation [J]. Chemical Industry and Engineering Progress, 2022, 41(5): 2340-2347. |
| [6] | Ning JIANG, Shichao ZHAO, Xiaodong XIE, Wei FAN, Xinjie XU, Yingjie XU. Retrofit of heat integrated system of crude oil distillation system with multi-energy complementation by waste heat recovery [J]. Chemical Industry and Engineering Progress, 2021, 40(2): 652-663. |
| [7] | SONG Zhengyuan, SUN Guogang, ZU Zehui, WANG Zhongyuan. Design and analysis of FCC desulfurized wet flue gas plume elimination, purification and heat recovery system coupling with heat pump [J]. Chemical Industry and Engineering Progress, 2021, 40(12): 6934-6940. |
| [8] | Hengyu YIN,Junjie FAN,Jiaxiao DENG,Meifang DU,Shixuan CHEN. Analysis and optimization of waste heat recovery system in coke oven [J]. Chemical Industry and Engineering Progress, 2020, 39(3): 1181-1186. |
| [9] | Weiyi XIE,Xiaoping CHEN,Jiliang MA,Daoyin LIU,Cai LIANG,Ye WU,Tianyi CAI. Waste heat recovery from sodium-based CO2 capture process incoal-fired power plants [J]. Chemical Industry and Engineering Progress, 2020, 39(2): 720-727. |
| [10] | Yuxin YANG, Hongguang ZHANG, Rui ZHAO, Jian LI, Tenglong ZHAO, Mengru ZHANG. Effects of variable operating conditions of working fluid pumps on the performance of organic Rankine cycle system [J]. Chemical Industry and Engineering Progress, 2019, 38(02): 851-857. |
| [11] | YAO Yuting, LI Shiyu. A study on high flux heat exchanger used for low-temperature cogeneration system [J]. Chemical Industry and Engineering Progress, 2018, 37(10): 3737-3743. |
| [12] | WANG Mingtao, LIU Qiyi, ZHANG Baihao. Effects of condensation condition on cycle performance of the organic Rankine cycle (ORC) for recovering waste heat of engine using zeotropic mixtures [J]. Chemical Industry and Engineering Progress, 2018, 37(08): 2927-2934. |
| [13] | HAN Zhonghe, XU Hongsheng, FAN Wei, ZHAO Ruocheng, WANG Zhi. Comparison of thermodynamic performance and economic efficiency of ORC system for low temperature flue gas [J]. Chemical Industry and Engineering Progress, 2017, 36(11): 4010-4016. |
| [14] | ZHU Yilin, LI Weiyi, SUN Guanzhong, TANG Qiang, GAO Jing, CAO Chunhui. Performance analysis for waste heat recovery system of ship diesel engine based on organic Rankine cycle [J]. Chemical Industry and Engineering Progress, 2016, 35(12): 3858-3865. |
| [15] | MA Youfu, YANG Lijuan. Techno-economic comparison of the thermodynamic system at lignite-fired boiler's cold-end for recovering waste heat of exhaust gases [J]. Chemical Industry and Engineering Progree, 2016, 35(12): 4088-4095. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||