化工进展 ›› 2019, Vol. 38 ›› Issue (02): 798-804.DOI: 10.16085/j.issn.1000-6613.2018-0896
静压支承技术在海水淡化旋转式能量回收装置中的应用
田俊杰1,2,3( ),王越1,2,3(),吴家能1,2,3,周杰1,2,3,徐世昌1,3
),王越1,2,3(),吴家能1,2,3,周杰1,2,3,徐世昌1,3
- 1. 天津大学化工学院化学工程研究所,天津 300350
2. 化学工程联合国家重点实验室,天津 300350
3. 天津市膜科学与海水淡化技术重点实验室,天津 300350
Application research of hydrostatic bearing technology in rotary energy recovery device for seawater desalination system
Junjie TIAN1,2,3(),Yue WANG1,2,3(),Jianeng WU1,2,3,Jie ZHOU1,2,3,Shichang XU1,3
- 1. Chemical Engineering Research Center, School of Chemical Engineering and Technology, Tianjin University, Tianjin 300350, China
2. State Key Laboratory of Chemical Engineering, Tianjin 300350, China
3. Tianjin Key Laboratory of Membrane Science and Desalination Technology, Tianjin 300350, China
摘要:
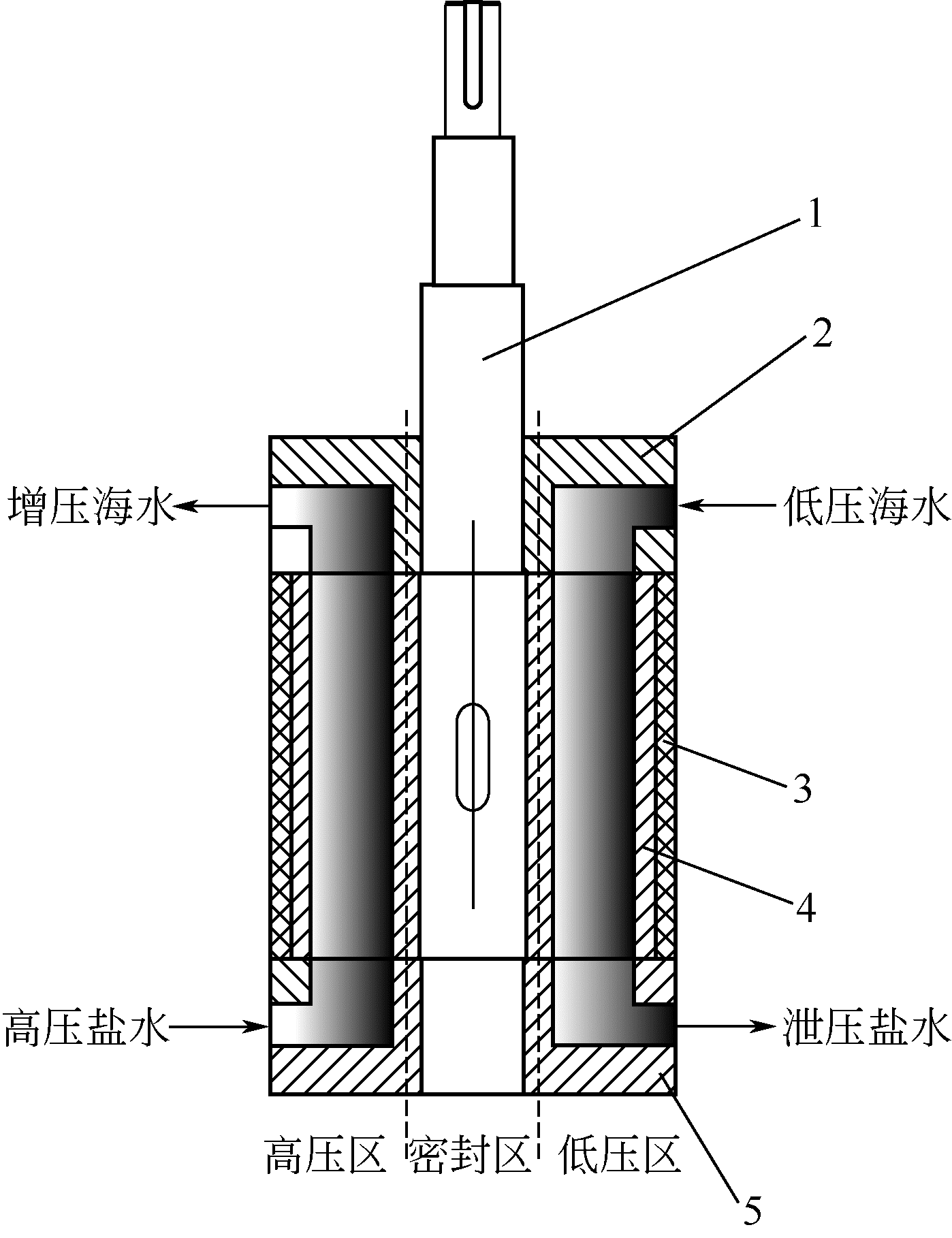
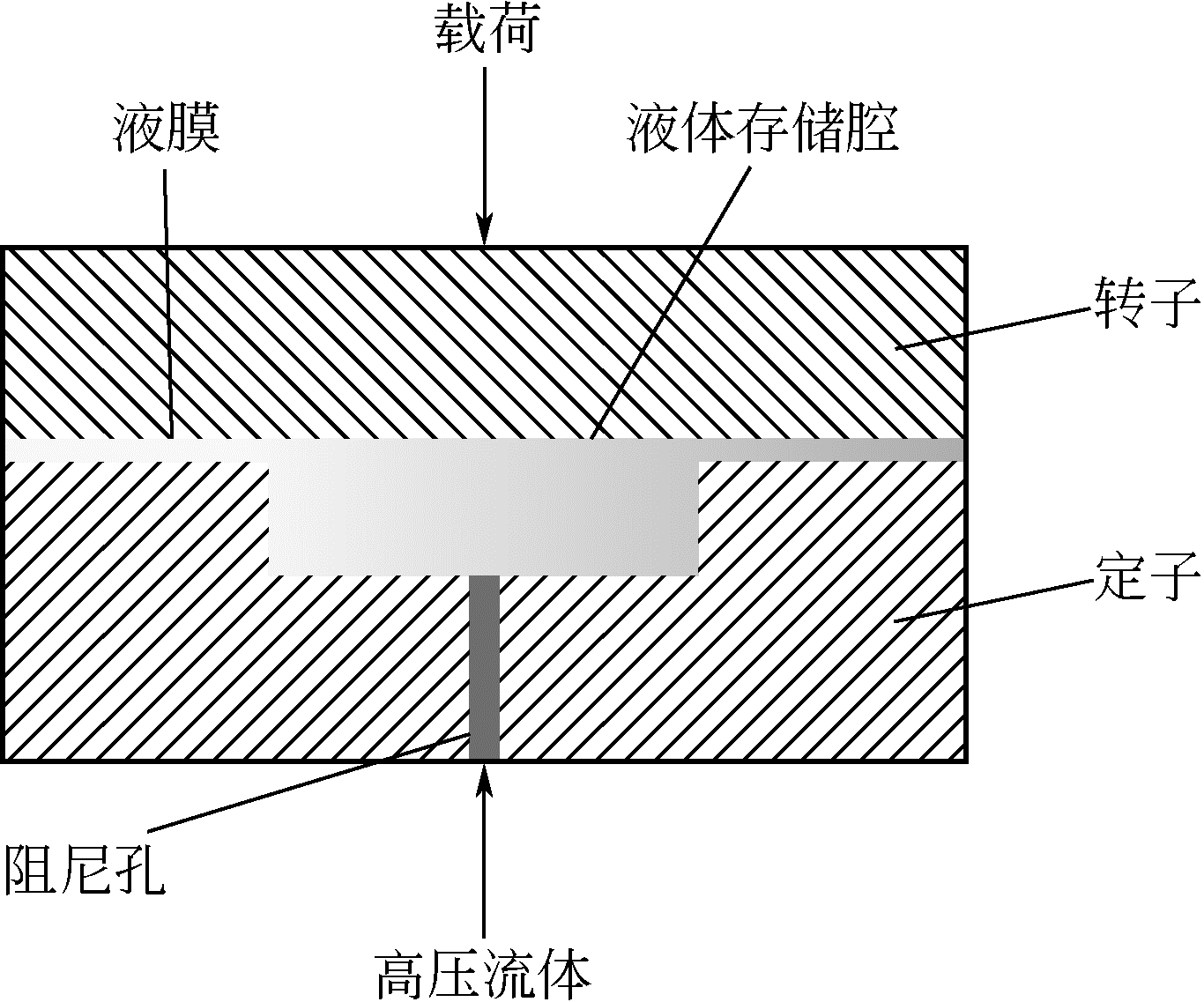
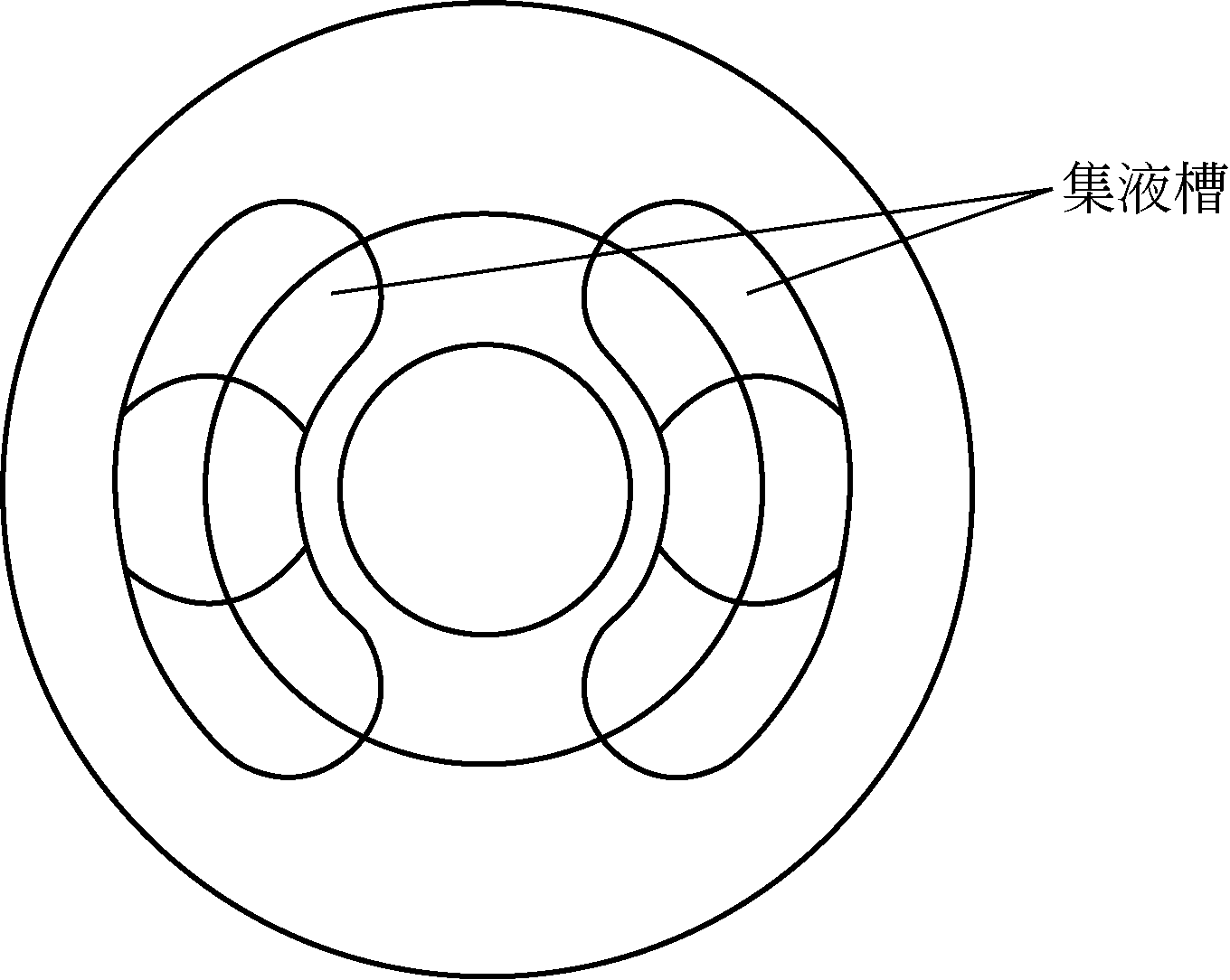
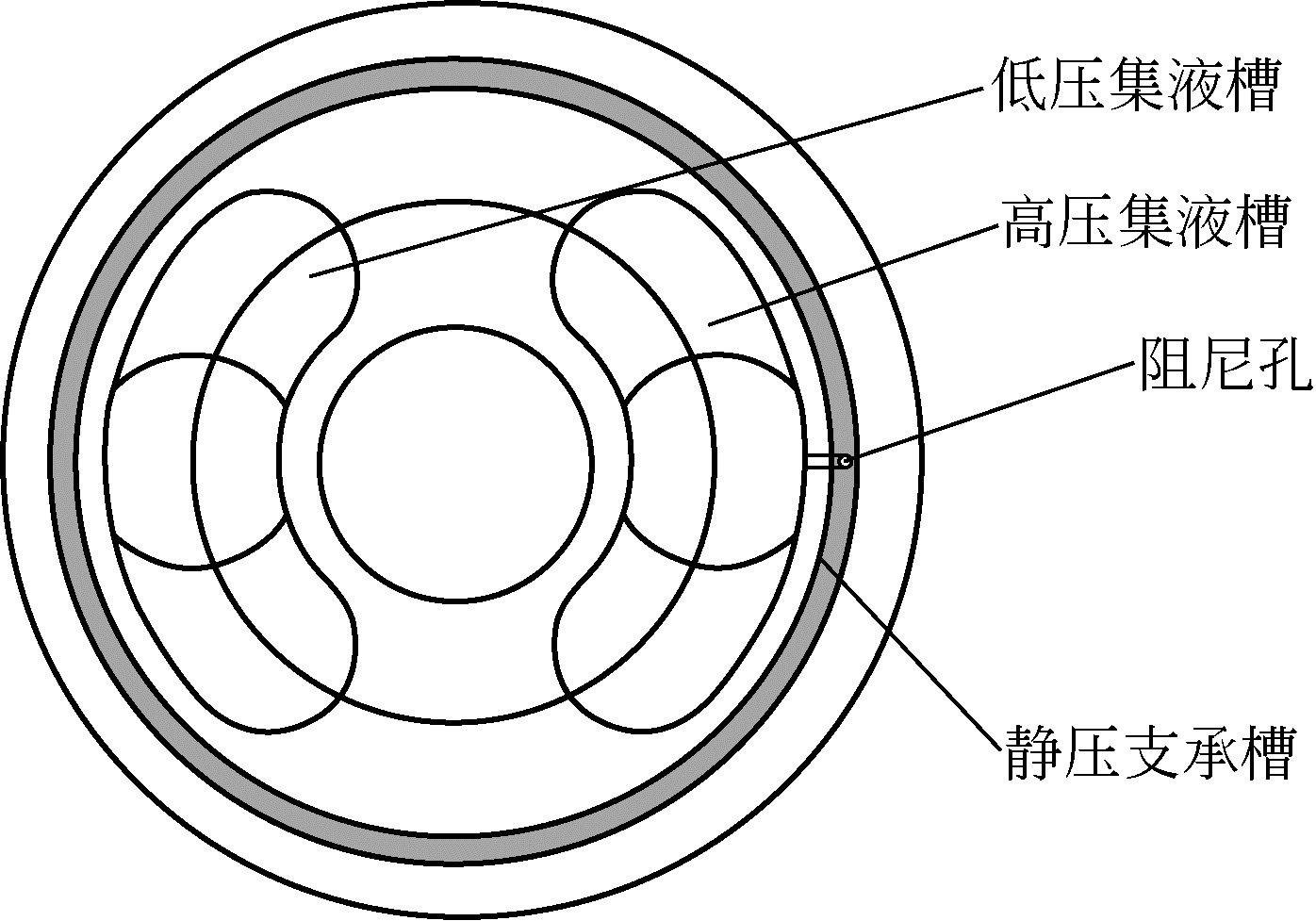
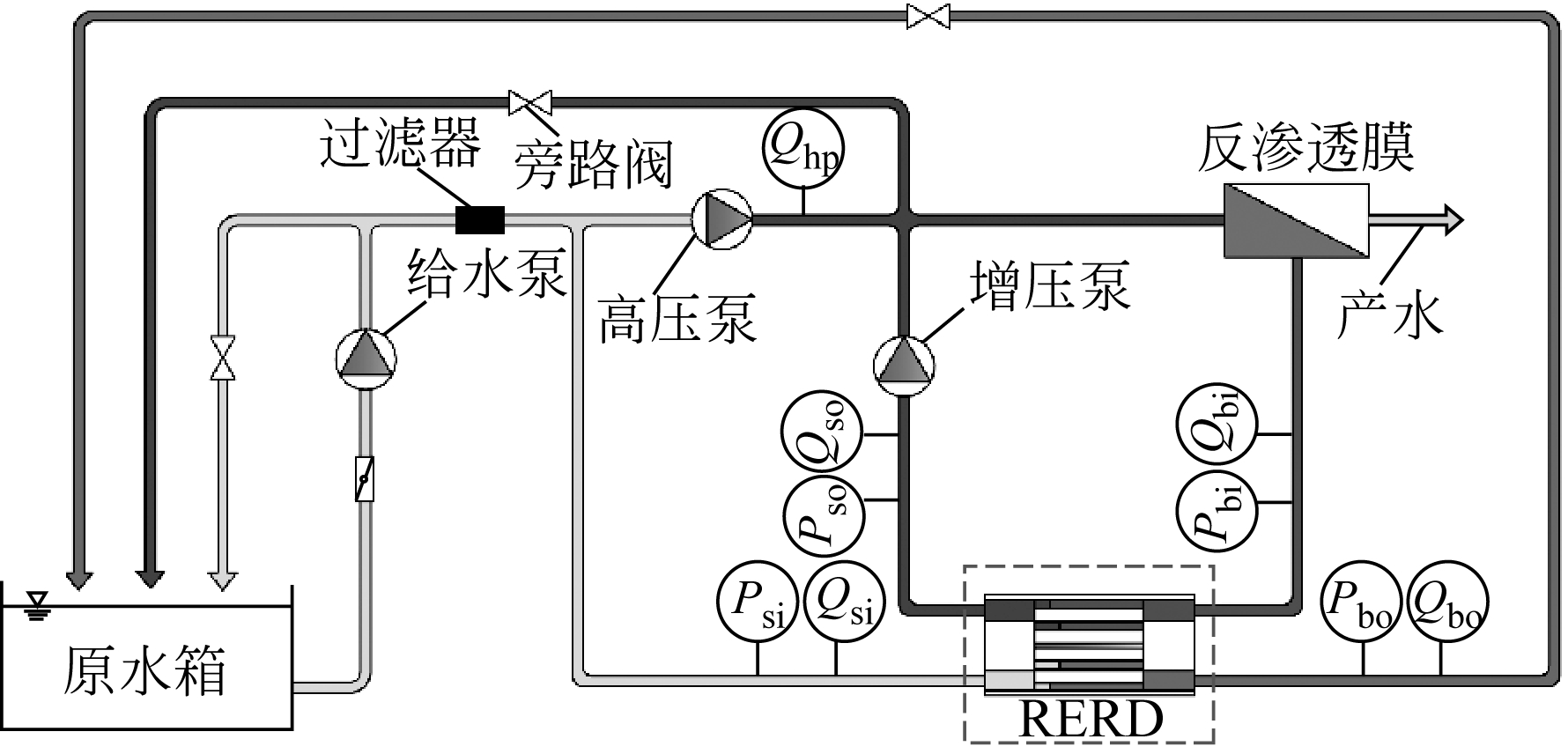
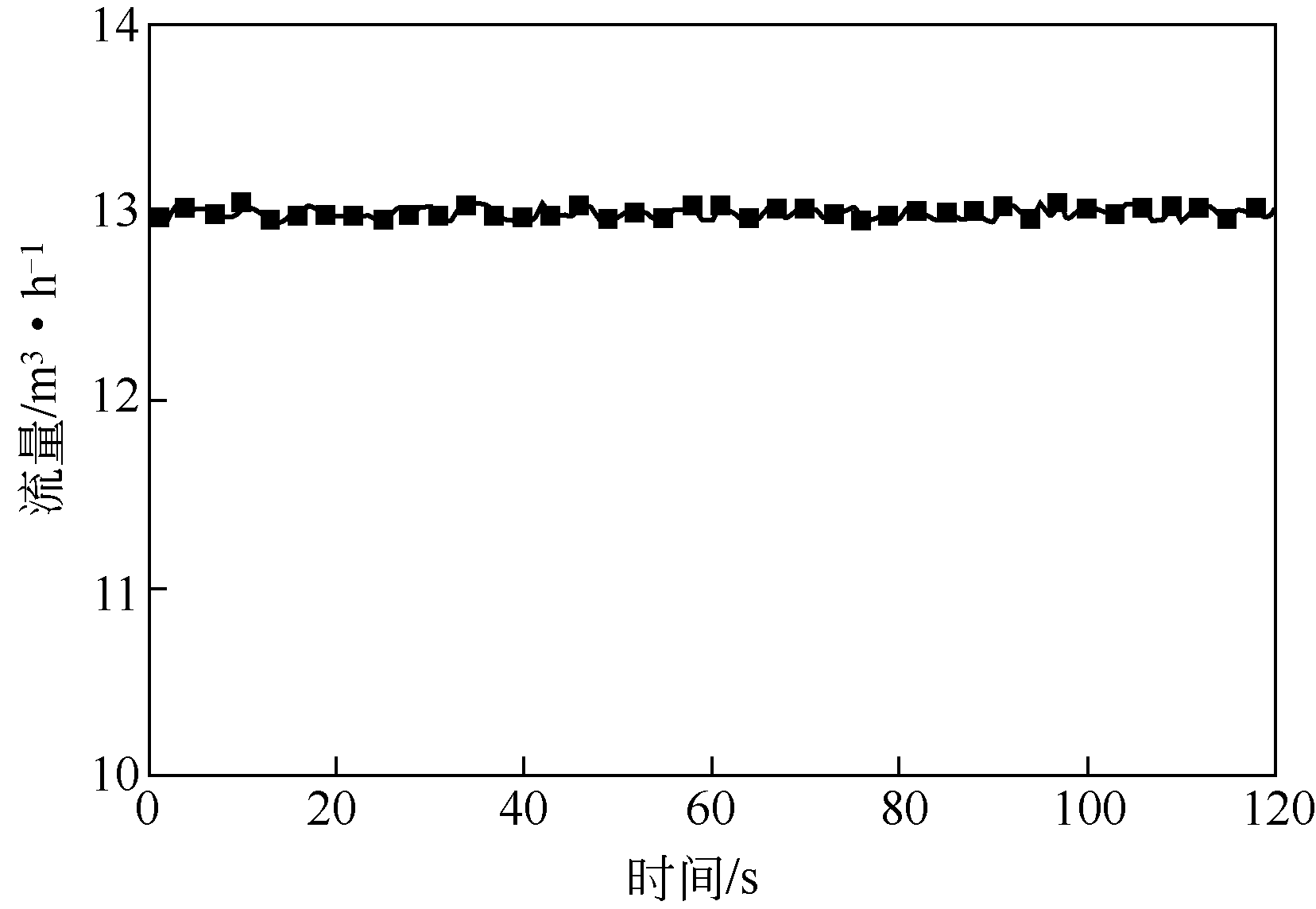
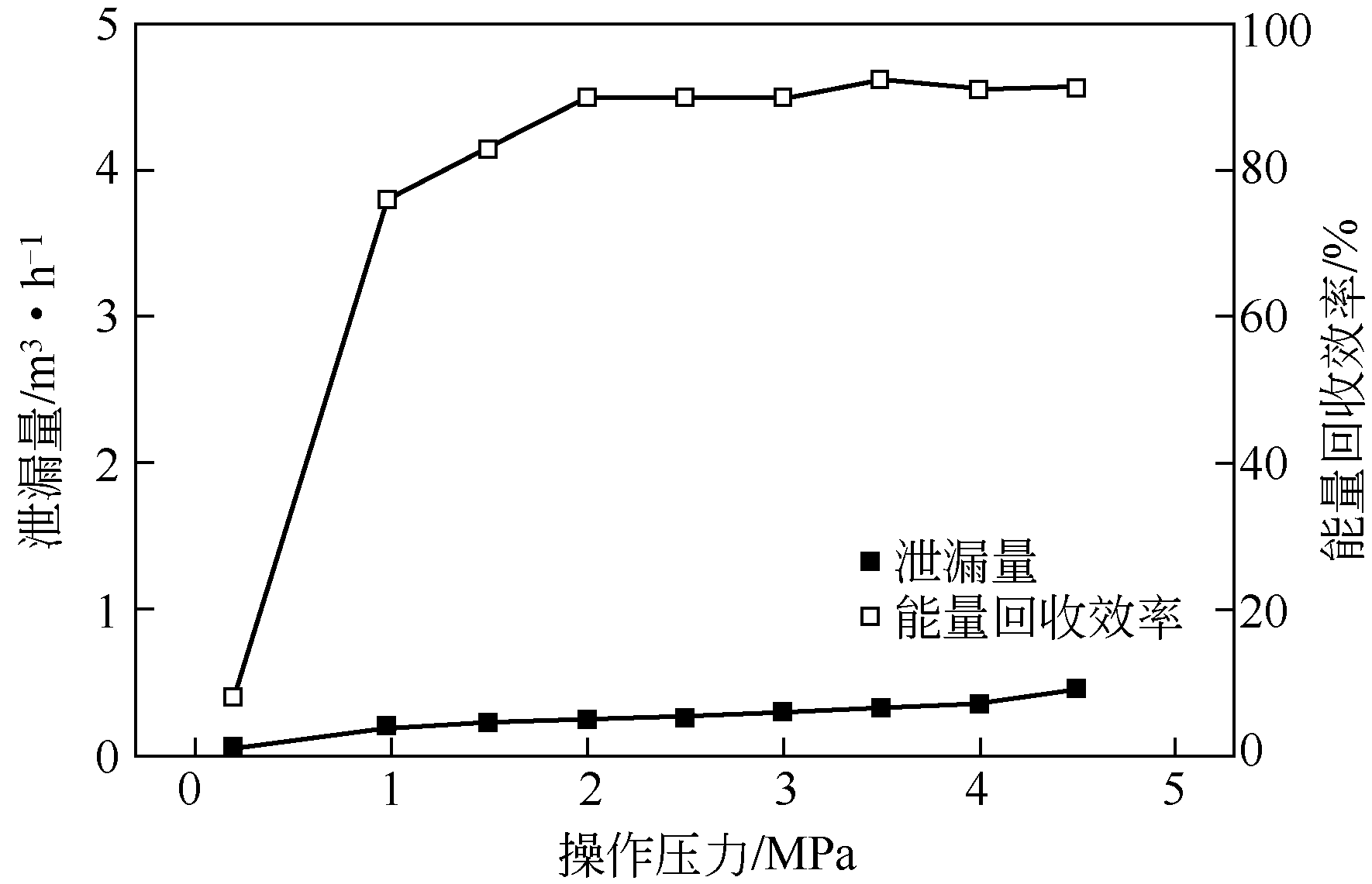
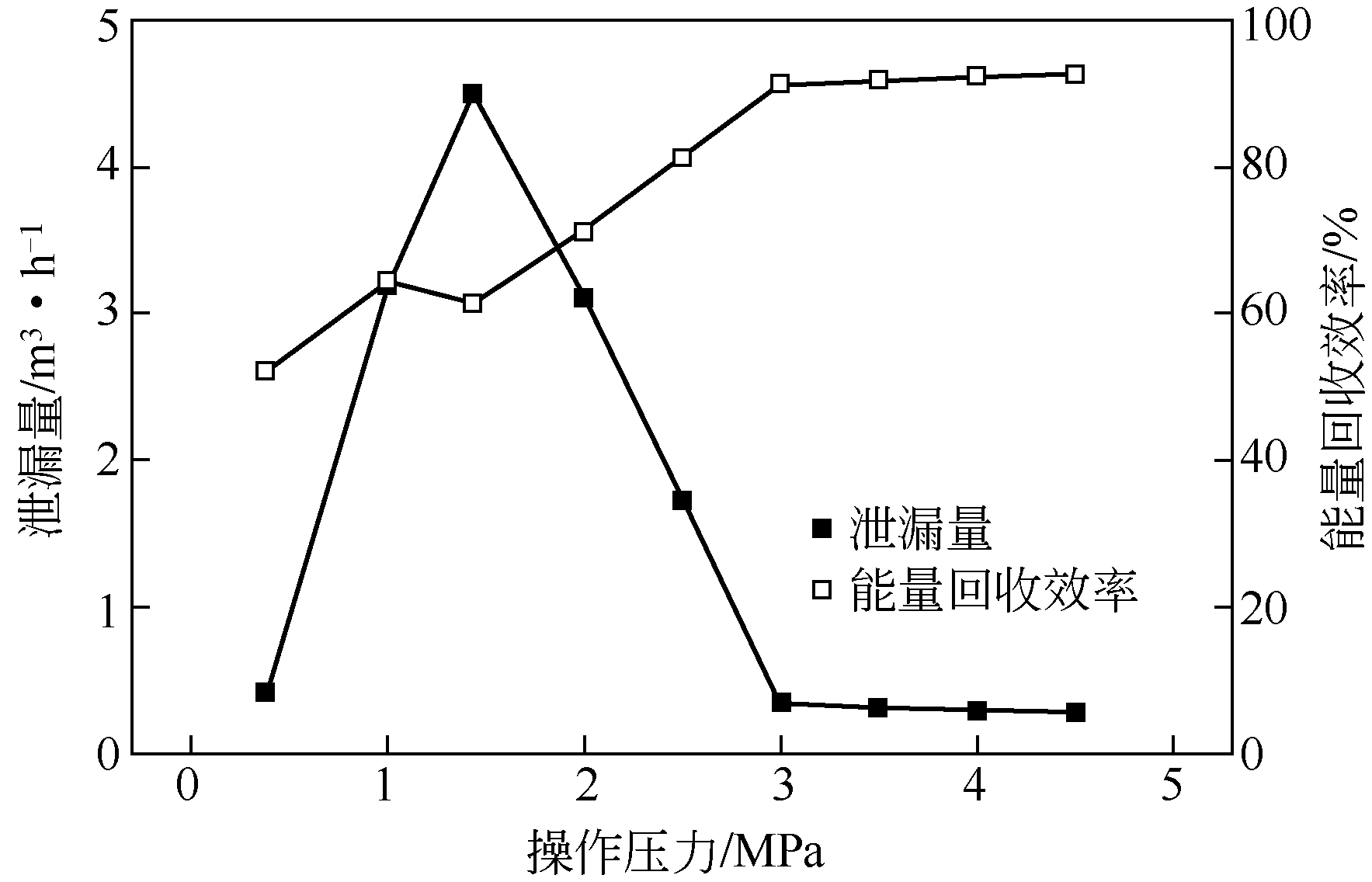
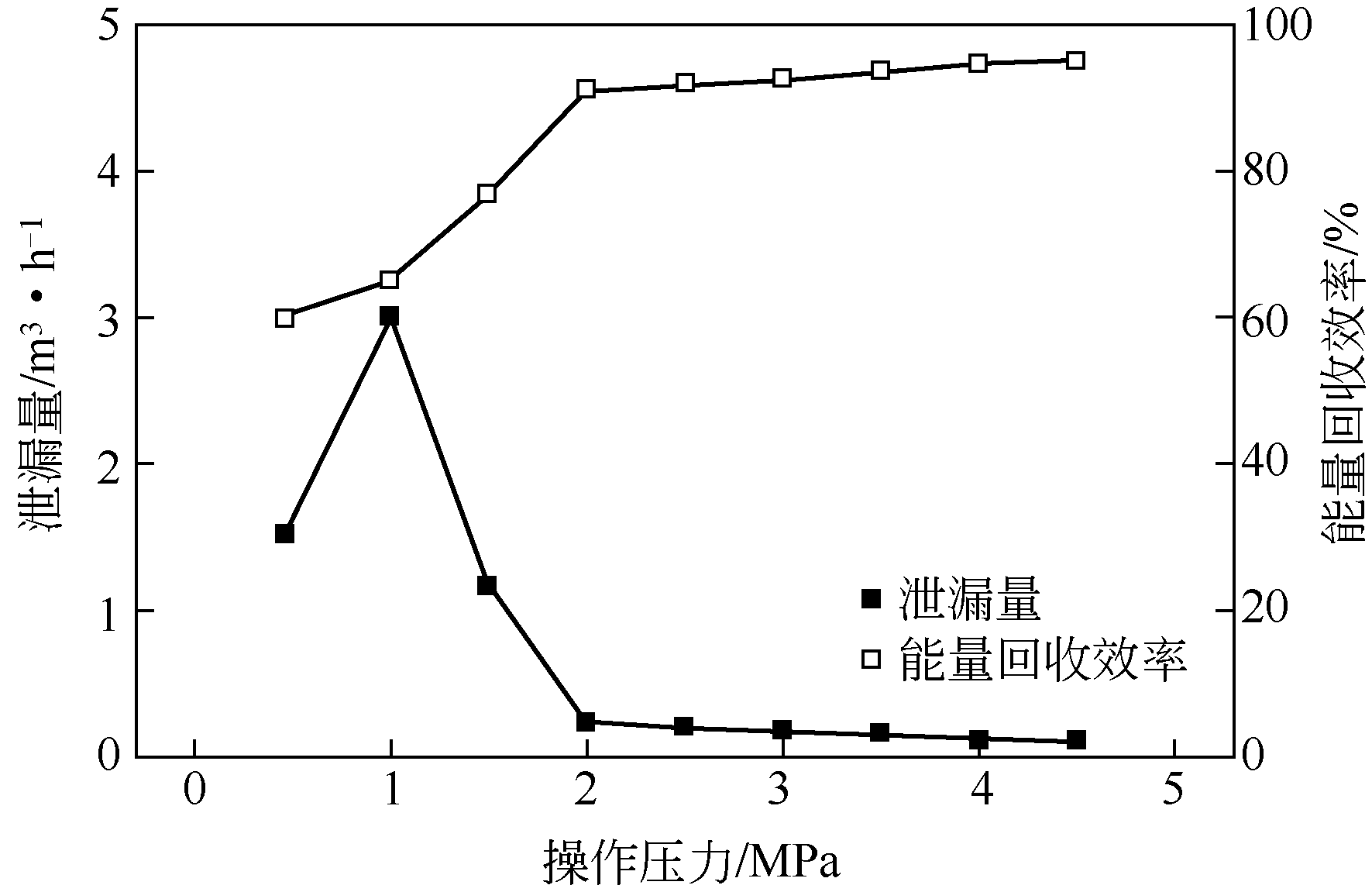
海水淡化旋转式能量回收装置(RERD)高、低压流体间的泄漏主要在转子与端盘的配合间隙中发生,这种泄漏直接影响到装置的能量回收效率水平。本文通过在平面端盘上引入阻尼孔和静压支承槽,构建了静压支承端盘方案,将静压支承技术应用到自主开发的电驱RERD装置中,以解决其运行过程中泄漏量大、能量回收效率低等问题。在转子与上、下端盘配合总间隙为0.04mm、转子转速为500r/min的条件下,RERD分别使用平面端盘和静压支承端盘进行对比实验研究。结果表明,在操作压力为4.5MPa和处理量为13m3/h的工况下,与平面端盘相比,采用1#静压支承端盘(静压支承槽槽宽为2.0mm)时,装置的泄漏量从0.45m3/h减小至0.28m3/h,能量回收效率从91.3%提升至92.7%。采用2#静压支承端盘(静压支承槽槽宽为3.0mm)的RERD在相同工况下,装置的泄漏量可降低至0.11m3/h,能量回收效率提升到95.0%。上述研究显示静压支承技术对于减小RERD装置泄漏量、提高装置效率具有显著的效果,对RERD装置密封结构设计与优化具有指导意义。
中图分类号: